I have nearly finished two small but heavy hallmarked silver boxes. One box is in fine silver, the other in Britannia silver, both have domed lids with fine silver filigree wire decoration. In addition each box has two bands of fine silver filigree wire round the sides as in the picture below. They await final polishing, and addition of colour in some form; either enamel, or stone setting.

The picture below shows a single filigree unit used for the lid decoration, consisting of 3 'C' shapes in 0.8mm fine silver wire, soldered with hard solder into a circle of the same wire. This is followed by a picture of three of these units soldered together, again using hard solder.


Next follows two pictures of the domed silver tops with the filigree soldered in place using easy solder. The second one (fine silver) has a red heart-shaped CZ stone in place awaiting setting.


2014-11-25
Two heavy hallmarked cylindrical silver boxes
2014-08-07
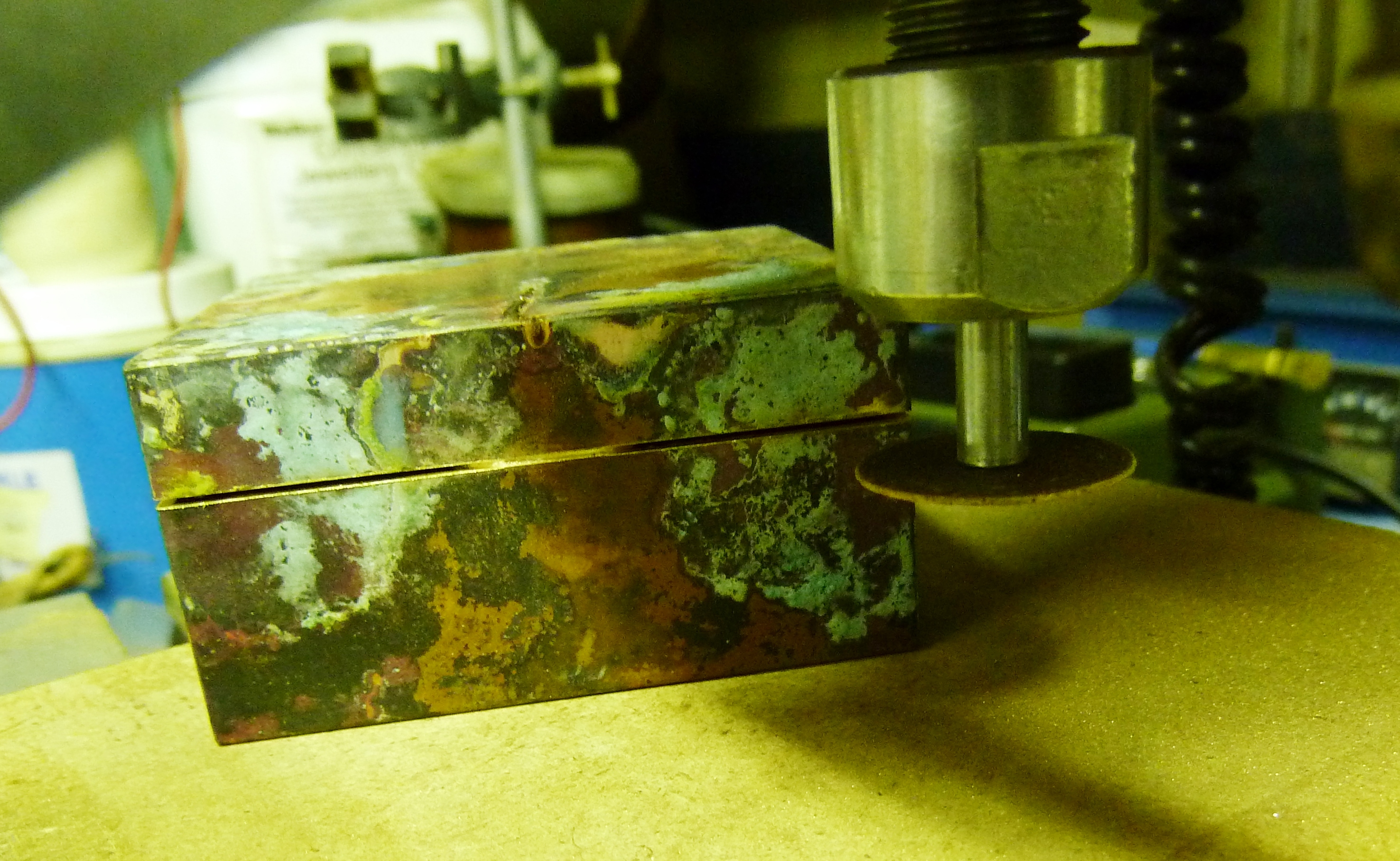
Round brass box waiting on an idea
The first picture is a side view of the box, about 40mm diameter, showing the domed top and base, and the two filigree bands round the sides (the colours are my mobile's hilarious attempt at colour balancing, coupled with reflections). The second picture shows the top view, and the 1.5mm brass wire filigree decoration of spirals. I made the box of brass because I was tired of the rapid tarnishing of gilding metal. Polishing of the top using a conventional mop on a polishing motor was problematic, and I regard it as an unsolved problem for another day. Oh, and the idea the box is waiting on is 'what to do about the domed base?'. I made a domed base on a whim, and now somewhat regret it. In the photo, it is shown resting on the usual inverted saucer with a central hole, which turns it into a sort of lidded goblet.


2014-06-01
The Britannia silver version round box
After the variously successful gilding metal versions, I decided to splash out £110 on 1.2mm Britannia silver sheet (for the outer barrel, dome and base) and 0.8mm sheet (for the inner bezel barrel). I had decided on probably two fine silver filigree bands as decoration. However the right-hand picture below shows the effect with an extra filigree band on the base, to exploit the fact that I had additional height in the inner bezel to exploit. But it is quite likely that I will roll some more filigree, in a much wider band, and use that for two bands as in the first picture. The box currently weighs about 140gm, and feels distinctly heavy (too heavy most likely, unless you are Royalty and used to such things). So if I make a future box, I will almost certainly scale the gauge down, or the size of the box up. In any case, there are a couple of unresolved issues; soldering of barrel to bezel without flooding the lower filigree ring, and removal of an unfortunate couple of deep scratches caused by being clumsy with a coarse file. And final sanding and polishing will likely highlight other defects!


A return to round boxes; the gilding metal versions
I made a gilding metal round box to remind me of the process, last done some 4 years ago. By way of variation I domed the lid, and added a single band of fine silver filigree round the closing line of lid and box. The two pictures on the left are of this box, both with lid in place, and lid separated from box.




I then made a second box but this time designed to take a filigree band both round the base and round the closing line. To make this possible, I soldered the base of the box to the inner bezel (which runs full-length of the box), the filigree band was threaded onto this, then the barrel of the box followed next. Another band of filigree on the bezel, then the lid part of the barrel closes over the remaining part of the bezel.
The two right-hand pictures show this box, but without the upper filigree band in place. The box is still awaiting filing to clean away excess silver solder etc.
2014-03-15
A little of what you filigree does you fancy
I had never intended my small-footprint, tall, heavy-gauge boxes to be plain on the outside, but equally had not determined precisely what decoration to use. Filigree was one of the possibilities, and to this end I shaped some 1.2mm round bronze wire into spirals and soldered them to all four sides of the least-worthy square box, using it as a test bed as it were. The box is silicon bronze 20x20x70mm, with a wall thickness of 1.67mm and weighing 170gm.

The final result was nothing like I expected; it was quite rythmic and reminded me of something jazzy from the 1920's, which certainly wasn't my intention, and I haven't even started putting wire on the lid section. I will probably try reducing the gauge of wire (although it will make life more difficult when soldering, to avoid melting it), and maybe doing mock-ups using superglue.

The picture above was a tentative design for a smaller phosphor bronze square-footprint box (still in the same heavy-gauge 1.67mm metal), not soldered. The box in any case has a decoration of small filed indentations down all four sides, which are very appealing whilst they retain their polish (not for long in other words with a copper alloy).
2013-11-25
A copper locket / box with filigree
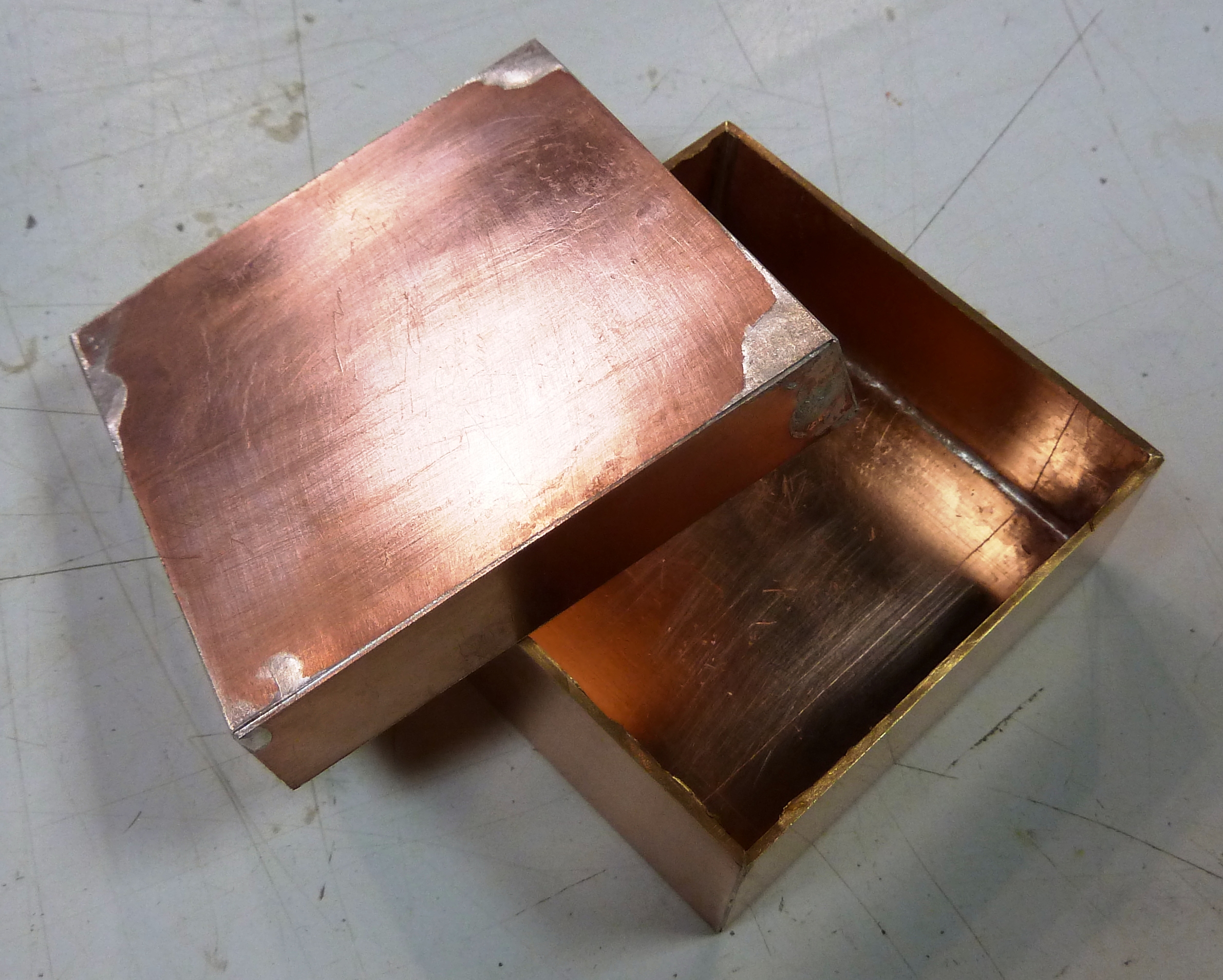
This was a project designed to test my large doming block. I sawed out two disks of copper sheet and domed them in the block. A third disk had the centre sawn out and the remaining 'washer' of copper was also domed. This was used as a kind of spherical bezel for the base dome. The foot of the box / locket was actually a short length of large-diameter copper plumbing pipe, which I flared out at both ends and soldered to the base dome. By far the biggest problem was fitting a hinge; I had to hand-fit some pieces of brass strip to fit the spherical surface of the outside of the domes, then solder them, groove them, add knuckles and a pin for the hinge.


Then I domed some copper filigree which I had made years before, and soldered it to the top of the domed lid; this fortuitiously acted as a catch. Finally I soldered a small domed saucer of silver on top, bearing a melted bead of dichroic glass.
2013-11-24
My first hallmarked box
I finally got round to having my silver box, made a year or so ago from casting sprue scraps, hallmarked with my own Sponsor's Mark at my local assay office in Greville Street. Local, that is, to Steve Wager's workshop in Hatton Garden where I do my smithing. I was somewhat nervous that the assayers would find my box not of hallmarking quality, since it is always possible that some scrap ended up in the melt that wasn't of the standard demanded, i.e. 92.5% silver; but it was returned with the base hallmarked as desired, as in the second picture. Steve then showed me how to flatten the unevenness induced by the hallmarking using a strip of lead and a hammer on one side, and a steel block on the other, to give the much-improved version in the third picture.


Now, of course, I am planning on having other items hallmarked; e.g. a small silver spoon, also made from casting sprues...


2013-11-12
Small but tall bronze pots
I have spent the past few weeks making various bronze pots with between four and six sides each, out of silicon bronze except one of the two square ones which is phosphor bronze (7% tin). All are in thick metal, 16 gauge (about 1.63mm) supplied by Columbia Metals Ltd. In all cases I milled the required number of parallel grooves for the fold lines of the initial rectangular sheet of metal; this was fairly straightforward for the square-footprint pots since I have a 90° Proxxon milling cutter. I found by accident that this works pretty well for the two five-sided pots although the grooves do not close up as much as one would like when the metal is folded. However for the six-sided pots I had to mill each groove somewhat more than half-way down using the 90° cutter, then manually cut the remaining groove using a 60° grooving chisel down to the required depth (i.e. until the metal showed a plain line on the reverse). I calculated the depth required using simple geometry. All pots were soldered using hard silver solder for the grooves, and usually medium or soft for the base / top.
The first picture shows an array of the pots in various stages of finishing, fitting of lid bezels etc.
The second picture shows one of the square pots before the faces had been sanded to remove surplus solder.
The third picture shows one of the square boxes, wired up, horizontal on fireproof bricks, just after soldering one of the grooves. I would then rotate the pot while red hot with stainless steel tongs and solder the next groove.
The fourth picture shows one of the square pots wired up ready for soldering of the grooves.



The last picture is of a rectangular sheet of bronze, scored for folding into a square 4-sided pot, showing that in fact it could easily make a pentagon.


2013-05-24
Raising pots - a finished specimen?
I have raised perhaps five or so bowls so far, and managed to solder wires onto two of them. The one illustrated on the left was raised from 0.9mm gilding metal (a low-zinc brass) to which I also soldered a foot. This latter was made of a 1.6mm thick silicon bronze disc, domed, with a 20mm hole sawn in the centre, after a suggestion made by my tutor Steve Wager. It is by no means a good piece of raising; there are hammer marks aplenty, the solder on the wires is quite meagre, and my draughtsmanship generally is fairly loose. But I was quite pleased with it. I filed out the hammer marks on the body of the pot above the wires (made of hand-drawn bronze), and below the fairly straight section of the body, to give something of a contrast. I subsequently wished I had made the foot from 1.2mm gilding metal to rationalize the colour scheme, but my stock of the latter is brand new and I didn't have the patience to quickly take off a small section so used a piece of 1.6mm silicon bronze that was handy. All metals were supplied by Columbia Metals Ltd.


The second picture is of my tightest raised pot so far, with two round bronze wires soldered on. The picture shows the jig I concocted to allow me to solder an 11mm brass tube stem; my first attempt failed, too many gaps for the solder.
2013-02-14
Mirror, mirror almost on the wall
After some considerable delay due to dealing with bronze boxes et al, I decided on a trial design for a means to mount the bronze mirror on the wall. For this I used a 100mm length of scrap brass, 2mm thick and about 12mm wide, then added two grooves separated by what I guessed might be a comfortable distance to act as holders for the upper and lower reaches of the hinge pin of the mirror. I drilled a central 1mm hole near either end for the actual pin. I used a triangular file for the grooves so that when the end tabs were folded up for soldering, they made an angle of about 60° instead of the usual right angle. Then to make sure that the pin would still fit now that the holes had been slightly tilted, I re-drilled them with the brass strip held vertical in a vice, using a pedestal drill and the same 1mm drill bit.
The next step was to saw away the end tabs to leave only slim strips centred on the drill holes, and fit it to the mirror. This depended on the elasticity of the iron wire used as a pin, to enable one end to be fitted at a slight warping angle, then the fitting slid down the wire to hit the mirror top hinge. A pair of pliers was used to withdraw the pin until it just cleared the bottom pin, so that the wall fitting could then rotate into place. Finally the hinge pin was again pushed down until it was now held at both ends by the new wall fitting. At some stage I will have to drill the flat face of the brass so that it can actually be screwed to a wall!
2012-12-26
Reflections of an amateur mirror maker
I was introduced to the idea of a bronze mirror by a friend, Ping-Kern Ng, and after this idea fermented a little I sawed out two 150mm discs of 1.7mm thick silicon bronze supplied by Columbia Metals Ltd, taped them together and then sawed out an arc for the hinge about 20mm from the edge. The ensemble was clamped in a vice with the cut uppermost, and I used a graver to cut out a groove for a 3mm hinge. Later in the process I swapped from a graver to a home-made chisel using 3mm diameter silver steel, the end cut at 45 degrees and hardened. I made some 3mm diameter silicon bronze tube from sheet then sawed five bronze knuckles for the hinge from it, wired them to the bronze disks and tacked them with solder.




The discs were carefully taken apart after cooling, pickled and dried, then I had to 'flush' the solder for all the knuckles. Each disk was separate fluxed at the knuckles and heated until the solder ran under all areas of each knuckle. Unfortunately, this warped both sheets to various extents.



The most warped mirror plate was jammed between two steel plates and heated to 550C in a furnace to flatten it, then both mirror plates were carefully fitted together and flattened again in the same way, resulting in virtually a perfect fit. I then had to correct a slight warp / misalignment on a couple of the knuckles as in the last picture, in which I used graphite pencil leads as a core to maintain stability before reheating to melt the solder (which was virtually pure silver).
The pictures below show the face which I polished (along with a more photogenic view than usual of the maker and his camera) contrasting with the other faces, which I did not. In fact, on the outside one face has an oxide 'design' which I may well decide to amend.



2012-12-23
Boxes, yet more boxes, and bowls
Another 10 days of silversmithing spread over 10 weeks and I now have a collection of 7 boxes in various stages of completion and in various alloys; gilding metal (3 boxes), nickel silver, sterling silver, silicon bronze and phosphor bronze. And another two gilding metal bowls and a silicon bronze mirror (see next post). Below left is the silicon bronze box, the pin has been left untrimmed for ease of removal of the lid. I have inserted a complete inner box, primarily to hide the solder seams which were more unsightly than usual and almost impossible to clean up (although they can be plated). I have not as yet fitted any kind of catch (that's something I still have to learn about!). The colour after sanding etc is actually a bright golden yellow, not the red-brown in the photo that is typical of an acid-pickled appearance and is due to copper enrichment of the surface. The acid (dilute sulphuric) dissolves the black copper oxide formed during all heating operations, but doesn't dissolve the copper (which from this point of view is regarded as a noble metal). It also seems to dissolve in some way some of the alloy ingredient (in this case silicon, in the case of the gilding metal boxes it is zinc) leaving the copper-rich surface behind. This is generally called depletion gilding, although it would better be called depletion coppering in these cases! The picture to the right is a rear view to show the flush hinge, with the knuckles filed down flush with the side wall; this required that the hinge groove be very carefully placed, too deep and the lid wouldn't open far, too shallow and filing the knuckles flush would expose the hinge pin.


2012-06-09
Resumption of silversmithing
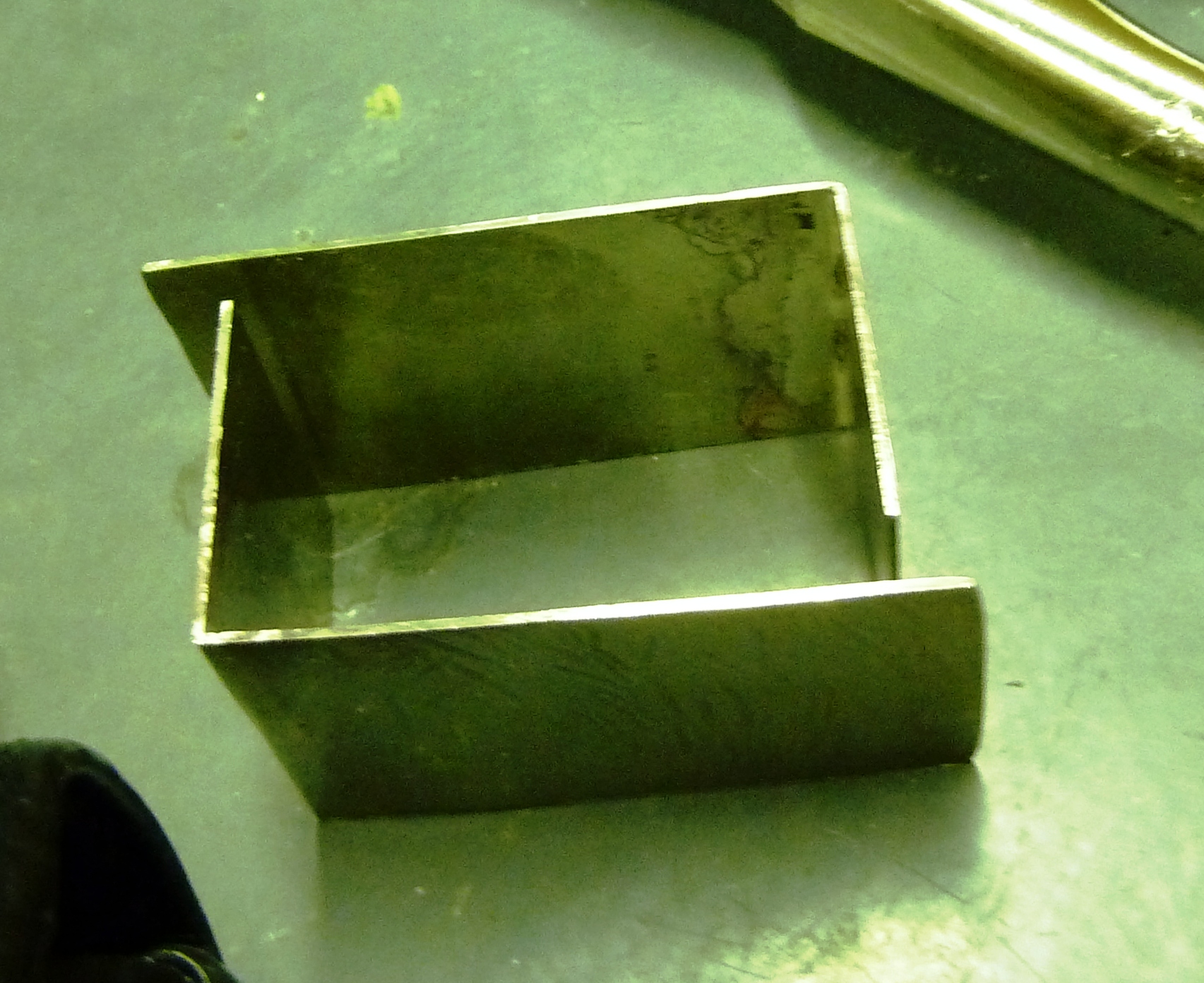
The Sir John Cass school of art & design has fallen on very difficult times, but to my surprise and delight the silversmithing tutor, Steve Wager, has now set up his own workshop in Hatton Garden and is continuing to tutor students there. Although still interested in forming hollow shapes by hammering, I opted for trying a square box or three, hopefully complete with hinges. I have put full workshop notes on my Wordpress site, but briefly I sawed out two squares of 1mm thick gilding metal, scribed then scored four deep grooves on each to mark out the walls, sawed out the corners and bent up the sides. The sides and base were then soldered with hard solder. A lid was fashioned out of the same sheet, chamfered at 45 degrees on the edges, and soldered to the top after making cuts at all four sides to allow air to escape. After cooling, the lid of the box was sawn from the body of the box at these four cuts.



I used a different method for making a very small sterling silver box from scrap (sterling sprues from casting, rolled in a mill then flattened with a planishing hammer). I followed the instructions in Tim McCreight's book "Boxes & Lockets" to first make two rectangular strips of sterling for the sides. These were deeply scored then bent into L-shapes; the bend was reinforced with solder then the L's were soldered together to make a box open at top and bottom. Then a base of the same sterling sheet was soldered on but inset from the bottom, before again sawing four slits, one on each wall at the corner, then soldering a top on. After cooling, the top was sawn from the bottom of the box using a separating wheel (much easier than using a jeweller's saw; I found it fairly easy for a round box, but the square box is perhaps more difficult). The pictures below are actually of the nickel silver box, whose base was not inset. All available pictures are on my Flickr site http://www.flickr.com/photos/jelf0/, the title of the picture is the date in "yymmdd-hh mm ss" format.


2012-03-19
Casting an amulet
I was asked by an acquaintance to attach a fitting to a rather heavy amulet his brother had made, so that it could be worn around the neck.
It appeared to have been made in lead or lead-based alloy so after making a small strap and D-ring in silver, I decided to glue the fitting to the back with Araldite rather than risk soldering, even low-temperature.


I then thought it would be nice to cast it in copper clay and sinter it, to produce a smaller, more wearable version (and perhaps slightly less toxic!). So I made a silicone rubber mould of the original lead amulet, and pressed copper clay into the mould. Copper clay is an analog of silver clay; fine particles of pure metal with a small amount of organic binder and water, to make a kneadable product. After thorough drying it was demoulded then sintered by baking inside a ceramic pot embedded in charcoal, to reduce oxidation of the copper particles. The amount of shrinkage in sintered items is quite large, additionally the result is more porous than cast metal and hence marginally lighter. But I was able to make a fitting in copper, and this time silver solder it to the back.