I was introduced to the idea of a bronze mirror by a friend, Ping-Kern Ng, and after this idea fermented a little I sawed out two 150mm discs of 1.7mm thick silicon bronze supplied by Columbia Metals Ltd, taped them together and then sawed out an arc for the hinge about 20mm from the edge. The ensemble was clamped in a vice with the cut uppermost, and I used a graver to cut out a groove for a 3mm hinge. Later in the process I swapped from a graver to a home-made chisel using 3mm diameter silver steel, the end cut at 45 degrees and hardened. I made some 3mm diameter silicon bronze tube from sheet then sawed five bronze knuckles for the hinge from it, wired them to the bronze disks and tacked them with solder.




The discs were carefully taken apart after cooling, pickled and dried, then I had to 'flush' the solder for all the knuckles. Each disk was separate fluxed at the knuckles and heated until the solder ran under all areas of each knuckle. Unfortunately, this warped both sheets to various extents.



The most warped mirror plate was jammed between two steel plates and heated to 550C in a furnace to flatten it, then both mirror plates were carefully fitted together and flattened again in the same way, resulting in virtually a perfect fit. I then had to correct a slight warp / misalignment on a couple of the knuckles as in the last picture, in which I used graphite pencil leads as a core to maintain stability before reheating to melt the solder (which was virtually pure silver).
The pictures below show the face which I polished (along with a more photogenic view than usual of the maker and his camera) contrasting with the other faces, which I did not. In fact, on the outside one face has an oxide 'design' which I may well decide to amend.


2012-12-26
Reflections of an amateur mirror maker

2012-12-23
Boxes, yet more boxes, and bowls
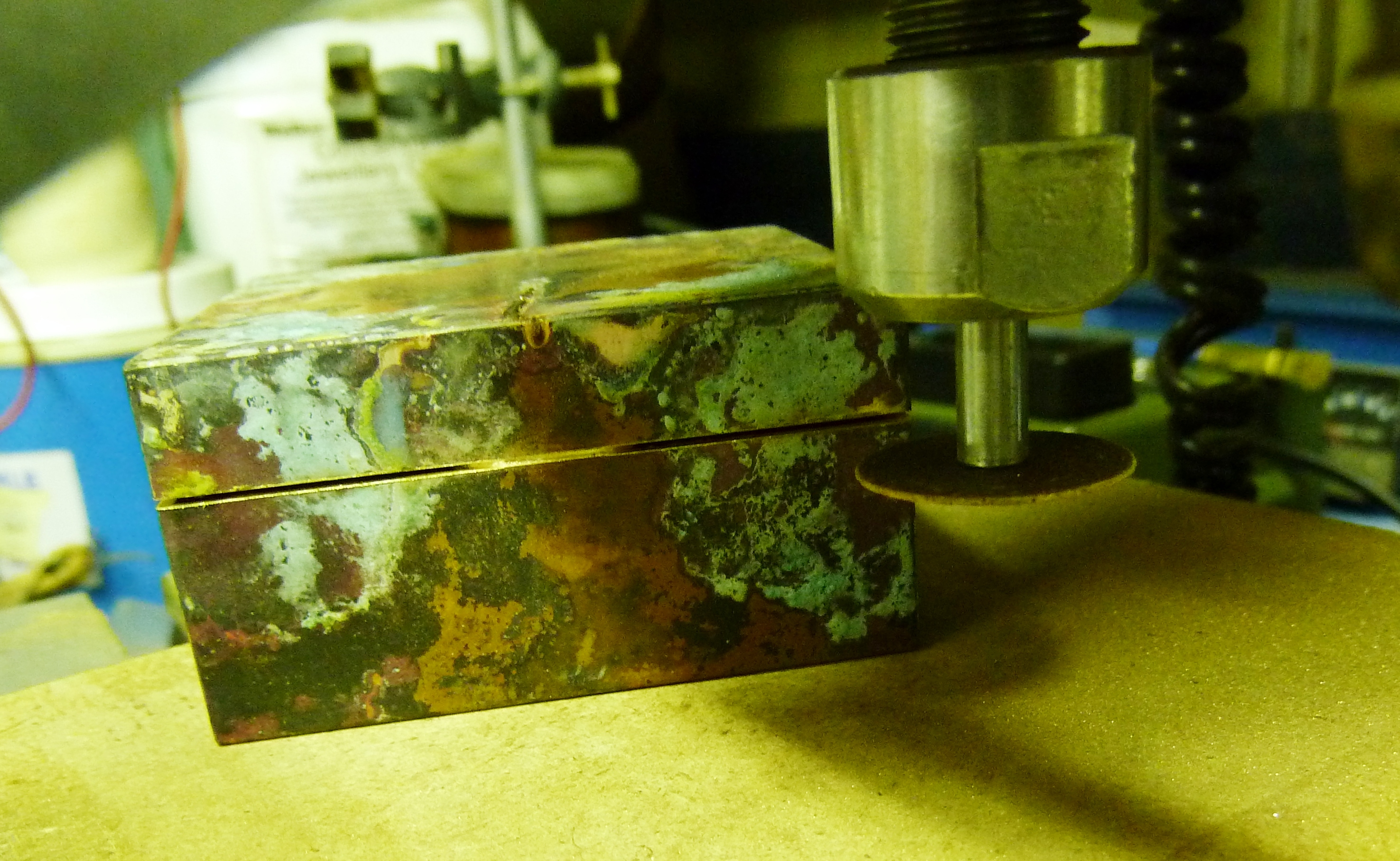
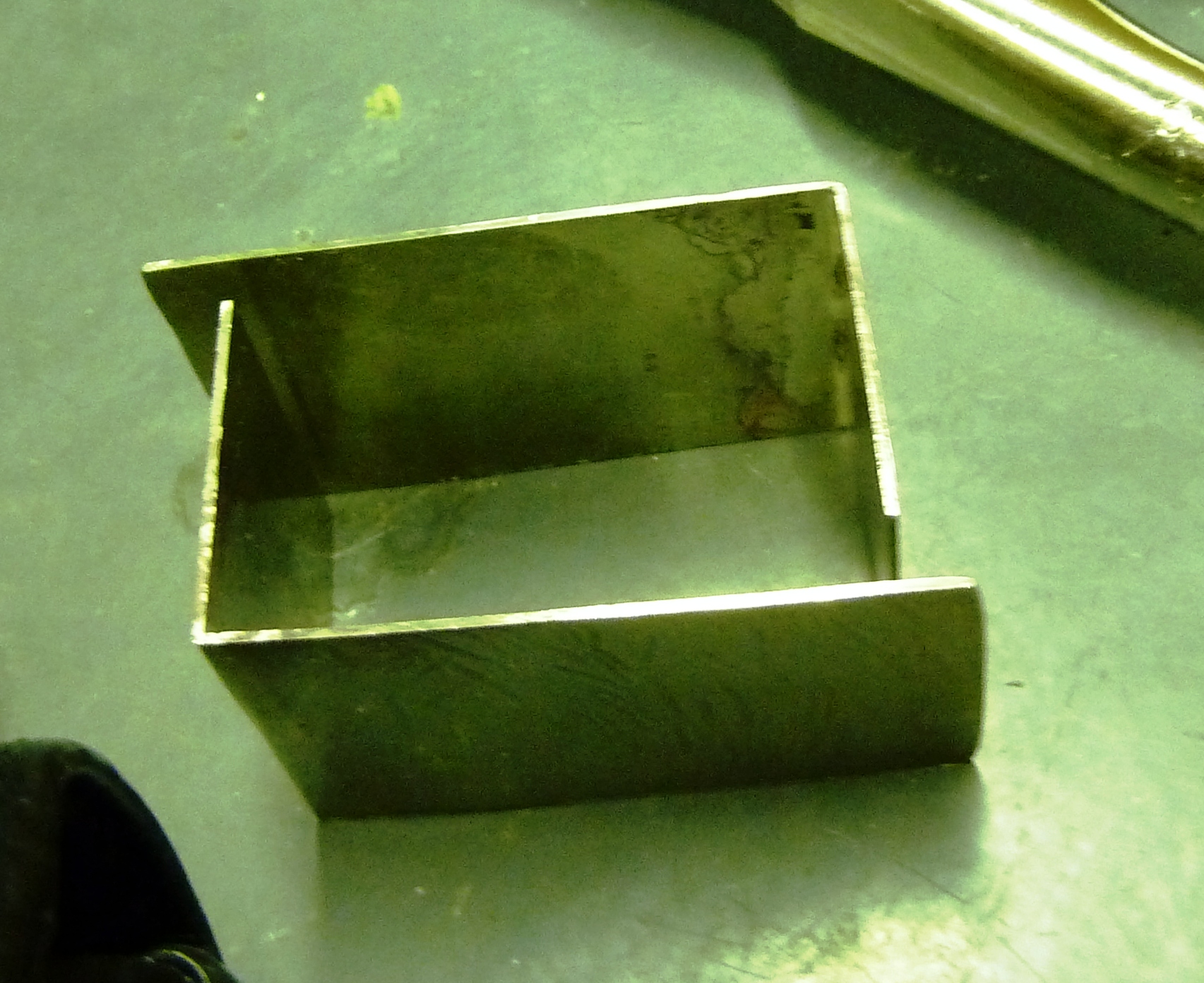
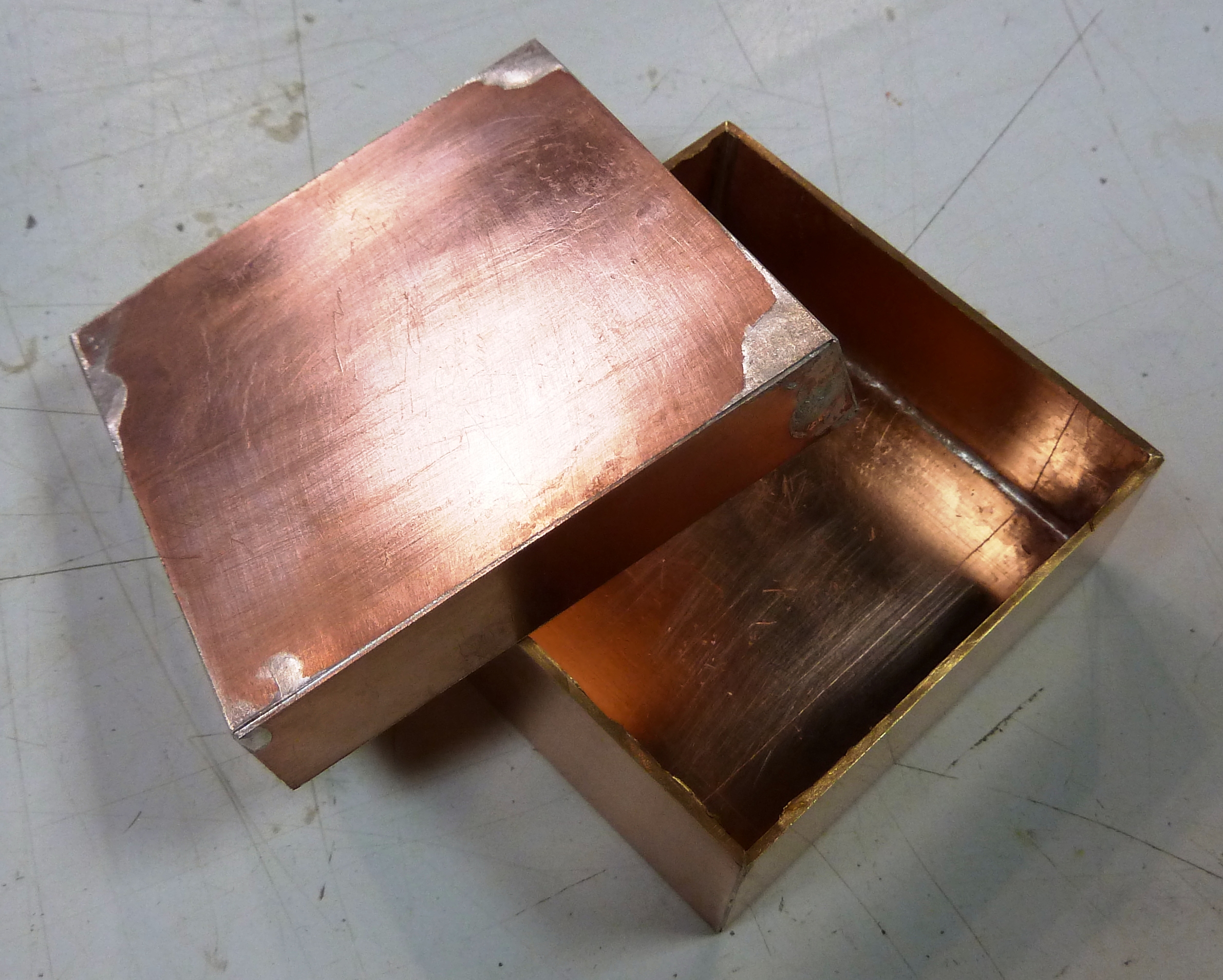
Another 10 days of silversmithing spread over 10 weeks and I now have a collection of 7 boxes in various stages of completion and in various alloys; gilding metal (3 boxes), nickel silver, sterling silver, silicon bronze and phosphor bronze. And another two gilding metal bowls and a silicon bronze mirror (see next post). Below left is the silicon bronze box, the pin has been left untrimmed for ease of removal of the lid. I have inserted a complete inner box, primarily to hide the solder seams which were more unsightly than usual and almost impossible to clean up (although they can be plated). I have not as yet fitted any kind of catch (that's something I still have to learn about!). The colour after sanding etc is actually a bright golden yellow, not the red-brown in the photo that is typical of an acid-pickled appearance and is due to copper enrichment of the surface. The acid (dilute sulphuric) dissolves the black copper oxide formed during all heating operations, but doesn't dissolve the copper (which from this point of view is regarded as a noble metal). It also seems to dissolve in some way some of the alloy ingredient (in this case silicon, in the case of the gilding metal boxes it is zinc) leaving the copper-rich surface behind. This is generally called depletion gilding, although it would better be called depletion coppering in these cases! The picture to the right is a rear view to show the flush hinge, with the knuckles filed down flush with the side wall; this required that the hinge groove be very carefully placed, too deep and the lid wouldn't open far, too shallow and filing the knuckles flush would expose the hinge pin.


2012-06-09
Resumption of silversmithing
The Sir John Cass school of art & design has fallen on very difficult times, but to my surprise and delight the silversmithing tutor, Steve Wager, has now set up his own workshop in Hatton Garden and is continuing to tutor students there. Although still interested in forming hollow shapes by hammering, I opted for trying a square box or three, hopefully complete with hinges. I have put full workshop notes on my Wordpress site, but briefly I sawed out two squares of 1mm thick gilding metal, scribed then scored four deep grooves on each to mark out the walls, sawed out the corners and bent up the sides. The sides and base were then soldered with hard solder. A lid was fashioned out of the same sheet, chamfered at 45 degrees on the edges, and soldered to the top after making cuts at all four sides to allow air to escape. After cooling, the lid of the box was sawn from the body of the box at these four cuts.



I used a different method for making a very small sterling silver box from scrap (sterling sprues from casting, rolled in a mill then flattened with a planishing hammer). I followed the instructions in Tim McCreight's book "Boxes & Lockets" to first make two rectangular strips of sterling for the sides. These were deeply scored then bent into L-shapes; the bend was reinforced with solder then the L's were soldered together to make a box open at top and bottom. Then a base of the same sterling sheet was soldered on but inset from the bottom, before again sawing four slits, one on each wall at the corner, then soldering a top on. After cooling, the top was sawn from the bottom of the box using a separating wheel (much easier than using a jeweller's saw; I found it fairly easy for a round box, but the square box is perhaps more difficult). The pictures below are actually of the nickel silver box, whose base was not inset. All available pictures are on my Flickr site http://www.flickr.com/photos/jelf0/, the title of the picture is the date in "yymmdd-hh mm ss" format.


2012-03-19
Casting an amulet
I was asked by an acquaintance to attach a fitting to a rather heavy amulet his brother had made, so that it could be worn around the neck.
It appeared to have been made in lead or lead-based alloy so after making a small strap and D-ring in silver, I decided to glue the fitting to the back with Araldite rather than risk soldering, even low-temperature.


I then thought it would be nice to cast it in copper clay and sinter it, to produce a smaller, more wearable version (and perhaps slightly less toxic!). So I made a silicone rubber mould of the original lead amulet, and pressed copper clay into the mould. Copper clay is an analog of silver clay; fine particles of pure metal with a small amount of organic binder and water, to make a kneadable product. After thorough drying it was demoulded then sintered by baking inside a ceramic pot embedded in charcoal, to reduce oxidation of the copper particles. The amount of shrinkage in sintered items is quite large, additionally the result is more porous than cast metal and hence marginally lighter. But I was able to make a fitting in copper, and this time silver solder it to the back.