I was introduced to the idea of a bronze mirror by a friend, Ping-Kern Ng, and after this idea fermented a little I sawed out two 150mm discs of 1.7mm thick silicon bronze supplied by Columbia Metals Ltd, taped them together and then sawed out an arc for the hinge about 20mm from the edge. The ensemble was clamped in a vice with the cut uppermost, and I used a graver to cut out a groove for a 3mm hinge. Later in the process I swapped from a graver to a home-made chisel using 3mm diameter silver steel, the end cut at 45 degrees and hardened. I made some 3mm diameter silicon bronze tube from sheet then sawed five bronze knuckles for the hinge from it, wired them to the bronze disks and tacked them with solder.




The discs were carefully taken apart after cooling, pickled and dried, then I had to 'flush' the solder for all the knuckles. Each disk was separate fluxed at the knuckles and heated until the solder ran under all areas of each knuckle. Unfortunately, this warped both sheets to various extents.



The most warped mirror plate was jammed between two steel plates and heated to 550C in a furnace to flatten it, then both mirror plates were carefully fitted together and flattened again in the same way, resulting in virtually a perfect fit. I then had to correct a slight warp / misalignment on a couple of the knuckles as in the last picture, in which I used graphite pencil leads as a core to maintain stability before reheating to melt the solder (which was virtually pure silver).
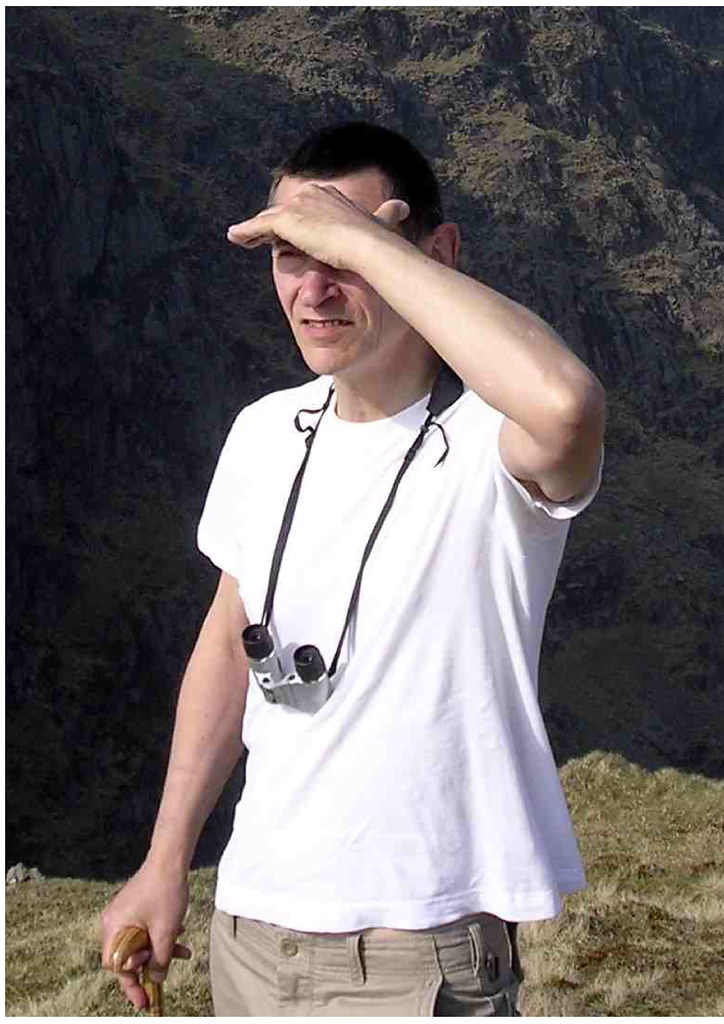
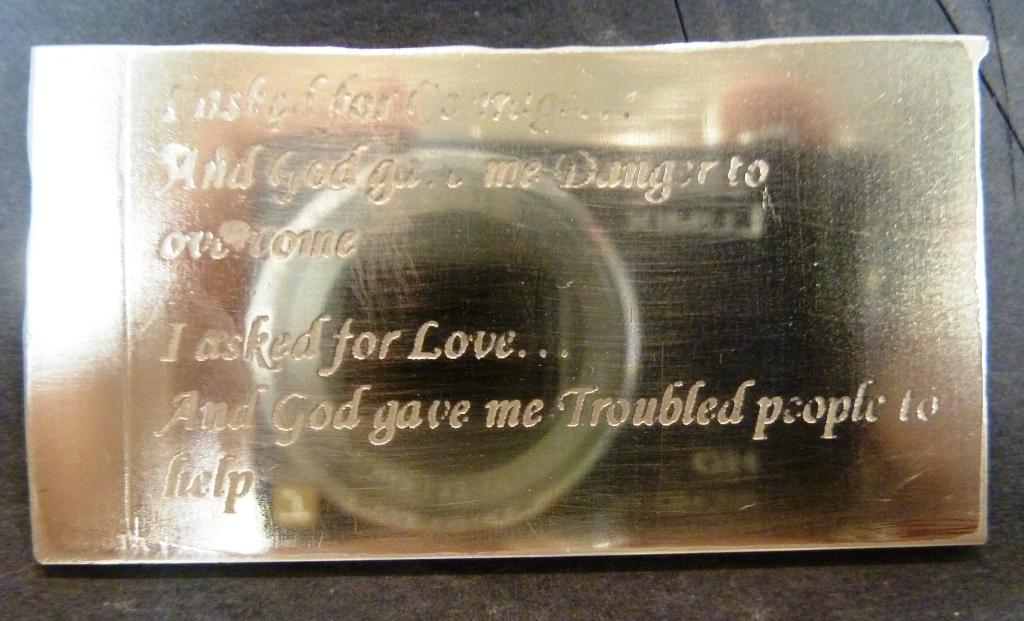
The pictures below show the face which I polished (along with a more photogenic view than usual of the maker and his camera) contrasting with the other faces, which I did not. In fact, on the outside one face has an oxide 'design' which I may well decide to amend.


2012-12-26
Reflections of an amateur mirror maker

2012-12-23
Boxes, yet more boxes, and bowls
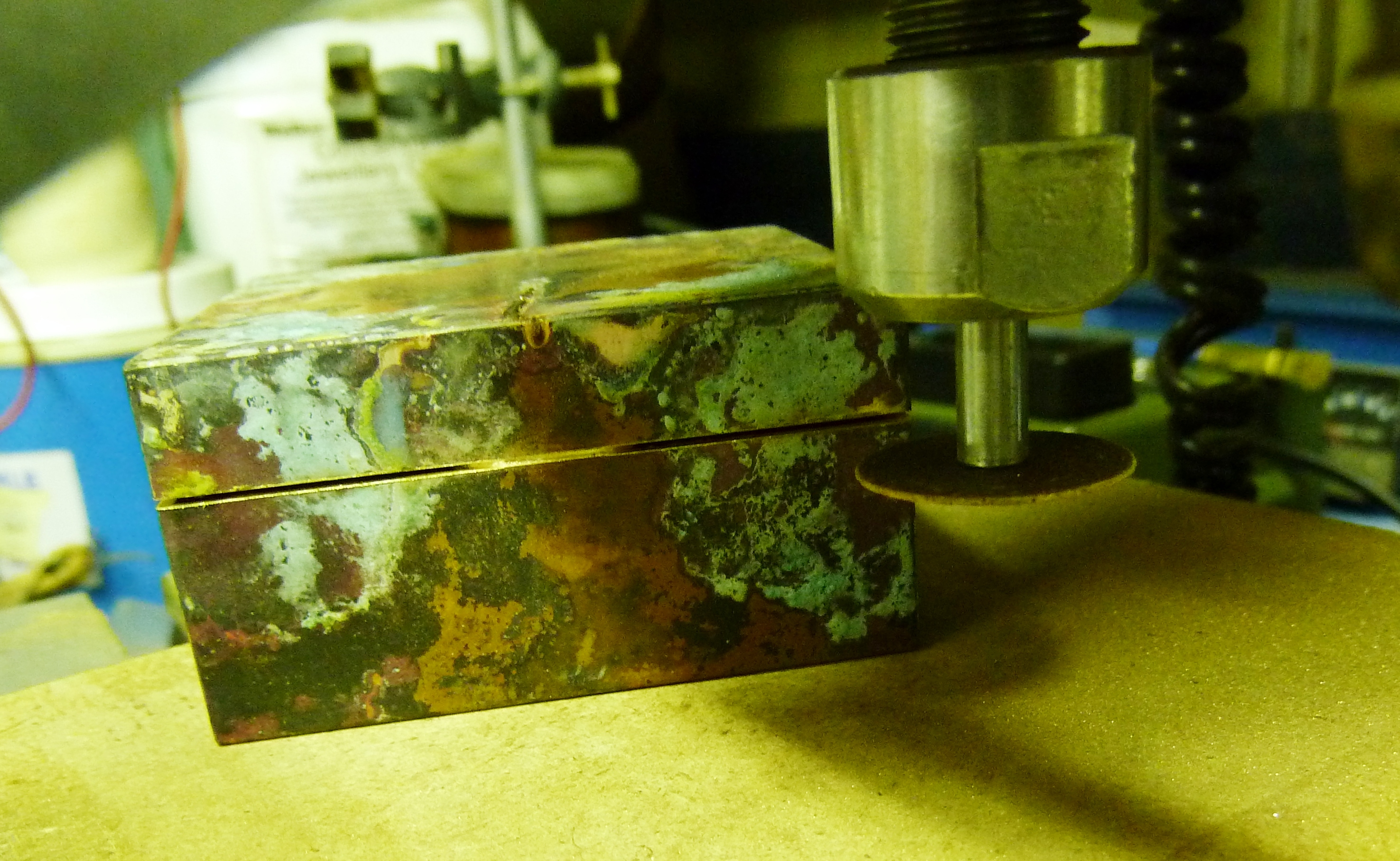
Another 10 days of silversmithing spread over 10 weeks and I now have a collection of 7 boxes in various stages of completion and in various alloys; gilding metal (3 boxes), nickel silver, sterling silver, silicon bronze and phosphor bronze. And another two gilding metal bowls and a silicon bronze mirror (see next post). Below left is the silicon bronze box, the pin has been left untrimmed for ease of removal of the lid. I have inserted a complete inner box, primarily to hide the solder seams which were more unsightly than usual and almost impossible to clean up (although they can be plated). I have not as yet fitted any kind of catch (that's something I still have to learn about!). The colour after sanding etc is actually a bright golden yellow, not the red-brown in the photo that is typical of an acid-pickled appearance and is due to copper enrichment of the surface. The acid (dilute sulphuric) dissolves the black copper oxide formed during all heating operations, but doesn't dissolve the copper (which from this point of view is regarded as a noble metal). It also seems to dissolve in some way some of the alloy ingredient (in this case silicon, in the case of the gilding metal boxes it is zinc) leaving the copper-rich surface behind. This is generally called depletion gilding, although it would better be called depletion coppering in these cases! The picture to the right is a rear view to show the flush hinge, with the knuckles filed down flush with the side wall; this required that the hinge groove be very carefully placed, too deep and the lid wouldn't open far, too shallow and filing the knuckles flush would expose the hinge pin.


2012-06-09
Resumption of silversmithing
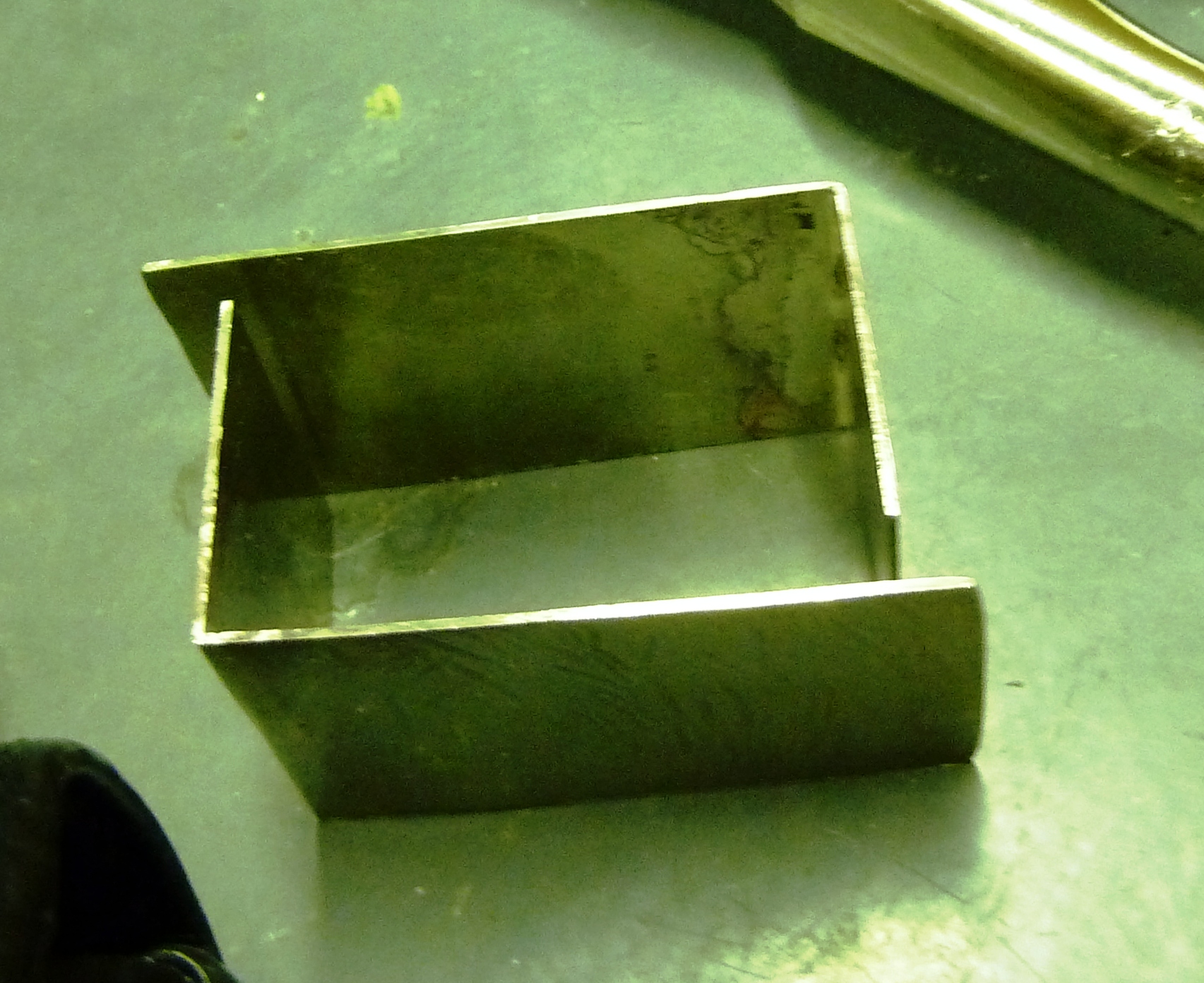
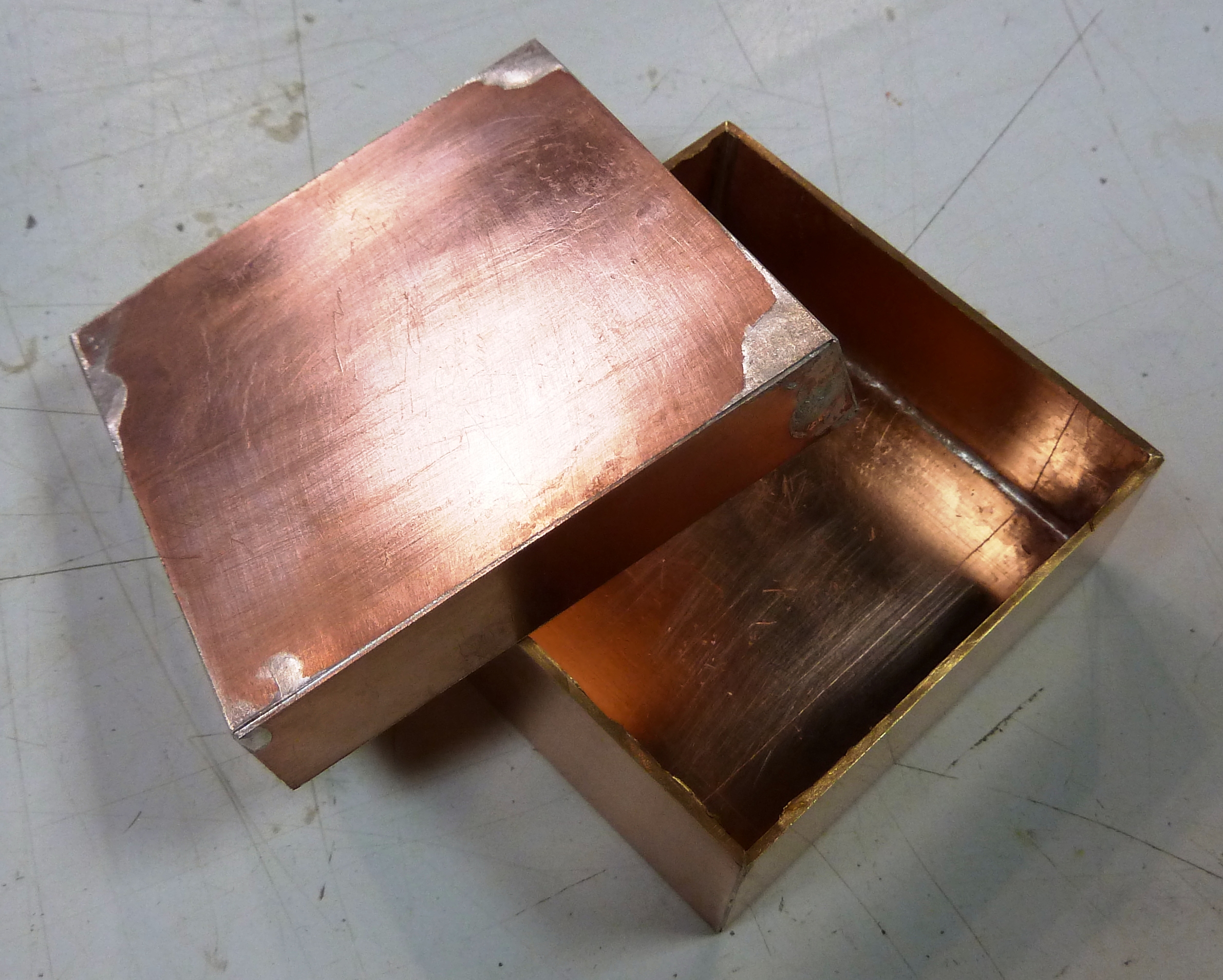
The Sir John Cass school of art & design has fallen on very difficult times, but to my surprise and delight the silversmithing tutor, Steve Wager, has now set up his own workshop in Hatton Garden and is continuing to tutor students there. Although still interested in forming hollow shapes by hammering, I opted for trying a square box or three, hopefully complete with hinges. I have put full workshop notes on my Wordpress site, but briefly I sawed out two squares of 1mm thick gilding metal, scribed then scored four deep grooves on each to mark out the walls, sawed out the corners and bent up the sides. The sides and base were then soldered with hard solder. A lid was fashioned out of the same sheet, chamfered at 45 degrees on the edges, and soldered to the top after making cuts at all four sides to allow air to escape. After cooling, the lid of the box was sawn from the body of the box at these four cuts.



I used a different method for making a very small sterling silver box from scrap (sterling sprues from casting, rolled in a mill then flattened with a planishing hammer). I followed the instructions in Tim McCreight's book "Boxes & Lockets" to first make two rectangular strips of sterling for the sides. These were deeply scored then bent into L-shapes; the bend was reinforced with solder then the L's were soldered together to make a box open at top and bottom. Then a base of the same sterling sheet was soldered on but inset from the bottom, before again sawing four slits, one on each wall at the corner, then soldering a top on. After cooling, the top was sawn from the bottom of the box using a separating wheel (much easier than using a jeweller's saw; I found it fairly easy for a round box, but the square box is perhaps more difficult). The pictures below are actually of the nickel silver box, whose base was not inset. All available pictures are on my Flickr site http://www.flickr.com/photos/jelf0/, the title of the picture is the date in "yymmdd-hh mm ss" format.


2012-03-19
Casting an amulet
I was asked by an acquaintance to attach a fitting to a rather heavy amulet his brother had made, so that it could be worn around the neck.
It appeared to have been made in lead or lead-based alloy so after making a small strap and D-ring in silver, I decided to glue the fitting to the back with Araldite rather than risk soldering, even low-temperature.


I then thought it would be nice to cast it in copper clay and sinter it, to produce a smaller, more wearable version (and perhaps slightly less toxic!). So I made a silicone rubber mould of the original lead amulet, and pressed copper clay into the mould. Copper clay is an analog of silver clay; fine particles of pure metal with a small amount of organic binder and water, to make a kneadable product. After thorough drying it was demoulded then sintered by baking inside a ceramic pot embedded in charcoal, to reduce oxidation of the copper particles. The amount of shrinkage in sintered items is quite large, additionally the result is more porous than cast metal and hence marginally lighter. But I was able to make a fitting in copper, and this time silver solder it to the back.
2011-12-30
Using Photopolymers
I have been using both Imagon-HD photopolymer film, and photopolymer plates. The latter has been the easier to use and more reliable, but the former more fun. Both need exposing to UV light (I only have a black-light UV tube) through a line-art transparency, although in fact for the film I use images printed onto tracing paper. This is partly because the swanky do-it-all office photocopiers will no longer accept any old material to print on without your losing your insurance and maintenance contracts (and job probably). But my ancient printer works perfectly on tracing paper with no loss of quality in the exposed result.



2011-08-10
Tapered tube & Wire

I have never had any particular interest in tapered wire or tube until now, when I was shown some bangles and ear-rings, and realised I didn't know how they were made. I recently posted a query on Orchid / Ganoksin, and am currently waiting for information from more experienced metalsmiths. The picture above left shows a solid silver-plated copper hoop, tapered smoothly in both directions, two solid tapered nickel silver finger rings, and a hollow 0.5mm-thick sterling ear hoop. The picture on the right shows the ear hoop sawn in half, it can plainly be seen to have seams around the interior and exterior periphery. However I have also been shown one that has only an interior seam. Anyone give me some ideas of how these are made? By way of experiment, I hammered a 30x10mm cylindrical sprue of pewter into a double-ended spindle shape reminiscent of some of the crescent designs above, although I've not yet worked out how to hammer or press it into a crescent without damaging the cross section.


2011-05-23
Making a hollow cage
After seeing a very nice hinged ball containing a natural pearl, I thought I would try it. It was easy making a hemispherical ball from rolled copper wire; 1.6mm copper wire was rolled to 1.8x1.0mm. Three lengths of 30mm were sawn from this. Two were given a 45° chamfer at each end then soldered at one end.

The trident was then shaped round a 16mm dome and domed in a 19mm dome. This was repeated with a second set of three strips to give two half-cages. Each soldered triplet was soldered at the other end then again domed, but in a 20mm dome with an 18mm punch. The cages looked very attractive, but the hard part is to try to find a way to hinge them neatly. I subsequently soldered a small copper rectangle, about 4x5x1mm, to one end of one triplet. This however proved not thick enough for drilling for a hinge.

2011-01-26
More etching
By way of student demos, I rolled then etched the 2p bronze coin as shown sometime in the summer of 2010. This coin was one of my stash of pre-1992 coins which were entirely made of copper alloy; after that date, they are made of steel with a copper plated surface, and not so easy or safe in the rolling mill. After etching, I 'enamelled' it with coloured polyester resin. Although there are many adherents of using various acid and peroxide mixes for etching of copper, I find that ferric chloride solution (with or without the addition of citric acid) has fewer problems. In particular, no nasty fumes, and much less deterioration of the resist (which in my case is usually tinted shellac in alcohol).

2010-12-13
Testing for nickel
The standard qualitative test for nickel is to use a solution of DMG (dimethylglyoxime). I followed the instructions in Hoke for making 20ml solution of DMG (dimethylglyoxime) in distilled water, boiling it for some time. However it deposited a bunch of crystals, and on checking online I find that it is ‘virtually insoluble’ in cold water;
2010-09-08
Silversmithing at London Met
I signed up for ten 1-day sessions of silversmithing at Sir John Cass Faculty of Art, Media and Design, a school within London Metropolitan University. The sessions were tutored by Steve Wager, and financed for me by London Central YMCA as part of my continuing professional development. Sign of the times; I signed up together with only two others, both young women in their twenties. Also on the course were more than a dozen 'old timers' fairly evenly split between the sexes and mostly over fifty years old (but still mostly younger than me!). For full course notes, see my Wordpress blog at this link (opens in new window)
I found my time there hugely enjoyable, and 'bashed out' my first bowl from 1mm gilding metal (first & last stages shown above), followed by a spoon in copper,
then a pill-pot in gilding metal;
I also made a start on a larger bowl, and independently hammered a scrap silver sprue into a small spoon. I'm planning to take the Autumn term starting in early October.


2010-01-20
Discriminating between diamond and CZ
After a tip from Orchid, I placed a 2.5mm CZ and a 2.5mm diamond face-down on a sheet of white paper which had had fine alternating-colour lines drawn along it. On careful inspection with a loupe, it was apparent that one couldn’t see the coloured lines through the diamond, but they were fairly visible, though distorted, seen through the CZ (see picture in the right side-bar). The implication, in addition to giving a test for discriminating between the two materials, is that light passes from the back to the front, then gets reflected from the lined paper, before passing again to the back and out to the eye. One wonders what difference there might be if both stones were laid face-down on a light box. I also tried adding a fine-silver backing to a CZ, mindful of the beauty of Swarovski crystal. The result was very disappointing; the translucent quality of the CZ was replaced by a sense of rather dirty grey in some of the darker areas, though the general amount of light reflected didn't seem affected. I'm pretty sure there's a good reason why no-one sells foil-backed CZ...
2009-12-08
Some ins-and-outs of twisting sterling square rod
In pursuit of making a twisted square-section sterling ring, some old square rod of about 2mm side was annealed then twisted with one end held in a vice, the other in pliers. This gave a twist of about 2.2mm diameter, with about 18 twists in a length of 76mm. The first picture below shows the original square rod, and the twist result. I subsequently found that it was much more convenient to grip with rod at the operator end with bulldog grips, resulting in an easier, more even and denser twist.



This twist was then annealed and formed into an open (unsoldered) ring before polishing, as in the second picture above. The result, although reasonably pleasant after polishing with radial polishing wheels, was aesthetically too coarse a gauge. It was then re-annealed, straightened then untwisted. To my surprise, I managed to then roll it through the mill wire rollers to re-form perfect 2mm square rod. These latter wire rollers were not actually much use, because their minimum gauge is in fact 2mm – this accounts for the prevalence of 2mm square rod in my scrap box (all produced from old sprues). So it was rolled through the flat rollers instead, rotating the rod a quarter revolution each pass, to give a final gauge of 1.8mm square. It was then twisted in two stages with annealing to give a diameter of 1.85mm with 46 twists per 76mm.
The third picture above shows the very sharp profile of the spiral twist made by the above process, which naturally would be expected to be uncomfortable if made into a ring. So another section of the twist was lightly sanded and repolished, as shown in the last picture.
2009-12-02
Making a rotary burnisher from an Allen key
After a tip published in Orchid by J Morley in 2004, I used an alumina separating wheel to shorten the shorter end of a 7/64" Allen key to about 1cm, and used the same wheel to roughly grind the end to a dome. Later I discovered that this latter operation was probably a waste of time, a better way was to fit the Allen key into the pendent drill and rotate the cut end against progressively finer grades of wet abrasive paper. This had the great advantage of producing a profile (providing the drill was slowly lifted and lowered to additionally shape it in another plane) which is maximal size for burnishing. The result was a very attractive looking tool, requiring no heat treatment (the same tool can be made using a bur, but this requires heating, bending, shaping, re-hardening then tempering - a lot more work).
Unfortunately, actually using the tool is a different matter. I tried it on various old pieces of cast silver with porosity, and although it bashed the surface very satisfactorily, not all porosity was closed up, and I was uncertain how to finish the resultant surface. I tried the abrasive radial wheels which did indeed get a wonderful polish, but did not remove undulations in the surface caused by the rotary hammering effect. It is faintly possible that my method of getting a maximal size burnishing surface is at fault, perhaps a much smaller burnishing surface would get better results. Of course, I realise that if nothing else, it may be useful as a power texturing tool!
2009-11-23
Making & using plaster gems with PMC
Although CZ and many other gemstones can be successfully fired into PMC, I often find that the brilliance (at least of CZ) is slightly diminished by this process. So I made a flexible rubber mould of some 5.5x5.5mm CZ hearts, then cast the pavilions using a fairly hard casting plaster. Each tended to have a small missing piece at the point of the pavilion due to an air bubble, but this proved not to be a problem. When well dry, they were embedded at girdle height in plastic PMC shapes (themselves embedded in flexible rubber moulds), the whole de-moulded, dried and fired at 800C. This higher temperature possibly helped to denature the plaster sufficiently that it was easy to clean out from the cured (i.e. sintered) PMC. It would only remain then to set the coloured CZ hearts using a spot of glue. However that is not what I actually did - on a whim, I melted dichroic glass fragments into the heart-shaped cavities in some samples of the uncured PMC, whilst also firing some 15mm PMC heart shapes with 5.5mm heart-shaped coloured CZ embedded in the uncured (unsintered) silver. In the side-bar to the right, you will see examples of the fired-in-place CZ (right-most two hearts, amethyst and orange respectively) along with the left-most three specimens which had variously coloured dichroic glass pressed in them while red-hot and fluid.
2009-10-27
Enamels on copper plate on silver
Various pieces of PMC had areas that were electrolytically copper plated, then covered with areas of reptile green and ruby red transparent enamels. On firing the results were mediocre, however with hindsight I realise that I chose two unpromising colours - in particular reptile green goes brown on copper, rather than the beautiful green it goes on silver flux on copper. I then went on to embedding small copper shapes in PMC and applying enamel, though in most cases coping with the oxide was the biggest problem.
2009-10-05
Detection of mercury vapour
After some research in my chemistry books, I settled on cuprous iodide / silver iodide paste mixed with precipitated sulphur as a possible reagent. The reagent was made by double decomposition of silver nitrate and copper sulphate solutions added to a solution of potassium iodide. The resulting yellow paste was painted onto filter paper and allowed to dry. On exposing to mercury vapour in a glass vial, the exposed area turned a satisfying but not very visible light amber colour. I doubt that it would detect the vapour from the mercury spill which occurred some years ago in the kiln room...
2009-09-13
Over-cooking enamels on fine silver...
The first picture below is of a matrix of 6 rows (5 different transparent enamels from the top down, none on the bottom row) and 7 columns (6 different fluxes from the left, none on the rightmost) fired to completion at around 820C. The second picture is of the same specimen subsequently accidentally fired for another 10 minutes at around 850C. The five enamels were probably ruby, aqua, tangerine, reptile green and amethyst, all from the "professional jewellery enamel" range from Vitrum Signum.

2009-09-10
Thermochromic enamels
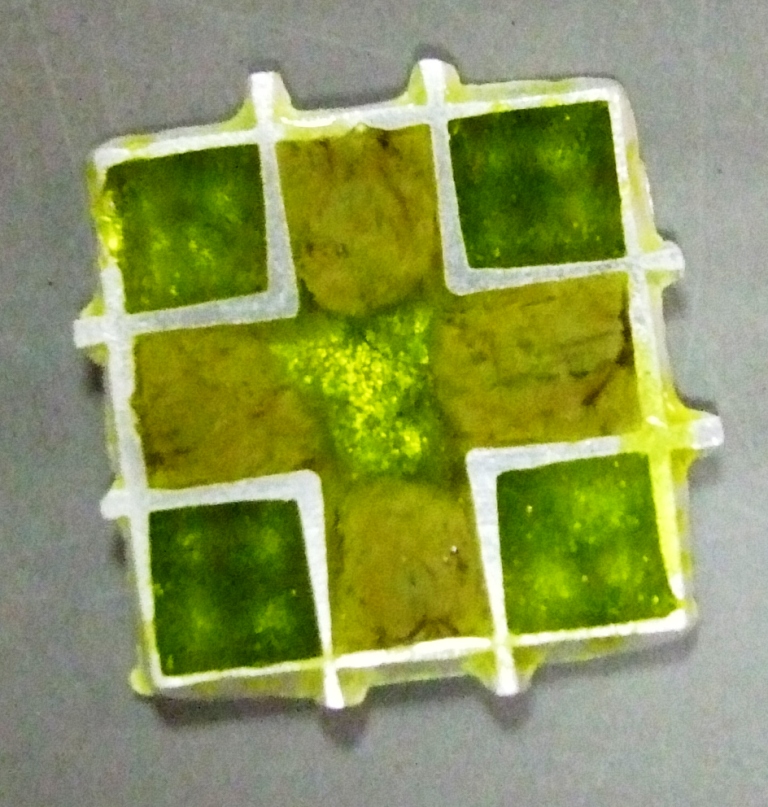
Anyone using enamels would soon find that some are thermochromic, displaying different colours at different temperatures. The pictures below show the transitions of two different enamel colours on fine silver; the outer corner squares and the central square were enamelled with transparent reptile green, the remaining areas in transparent ruby.
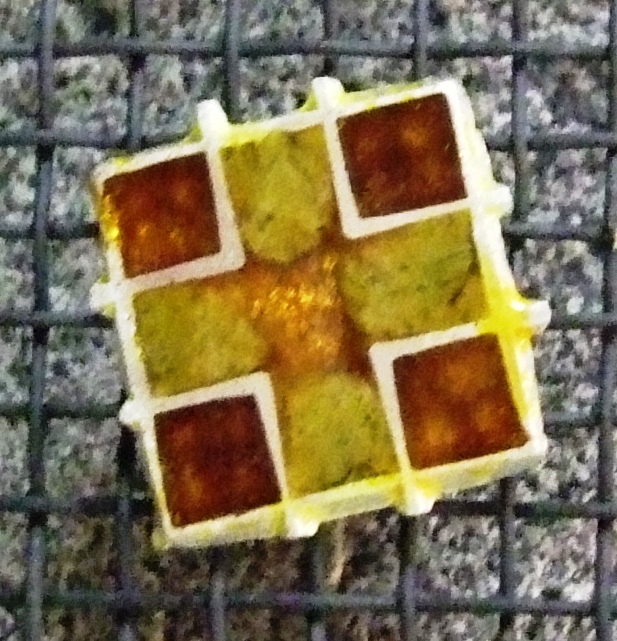
From this one can see that when red hot, not surprisingly the whole mass glows; then, on cooling, the reptile green areas turn from red to black (perhaps about 400C?), next turning to amber (around 250C?), then yellow/grey/green (not illustrated, around 150C) before becoming a rich green when cold. The ruby however, although reasonably pink after a single firing, when fired several times becomes progressively more and more grey, finishing (as here) in strange fibrous opaque clay-like swirls.