From 4th to 16th September I had a holiday in southern Turkey; mostly staying in Antalya, with a day at Phaselis, and 4 days at Kaş, all three on the coast. Very enjoyable, it's been a long time since I had more than a long weekend anywhere, although I never acclimatized very well to the daytime temperatures of 39C (or the night-time ones of about 28C). My thanks go to Kemal Özkurt of The Owl Bookshop, and to Harun Enez and Hussein Enez of Boncuk Bazaar (both in the Kaleiçi in Antalya) for looking after us so well.
Anyway, I found to my surprise that my brain performed noticeably better than it usually does (as measured by scores on Sudoku and Bobby Carrot [a Java game on my mobile], and remembering events for my diary!) which highlit the extent to which I have been flogging the poor thing.
Perhaps now I'll have the energy to actually make something, instead of watching others make things.
2008-09-26
A brief holiday
2008-08-18
Silicon bronze strip
By way of entertainment I soldered some scrap pieces of silicon bronze strip to some equally scrappy pieces of sterling silver.
2008-07-14
From chisels to gravers
Another staff development course financed by Central YMCA, I attended the first day of Working with Stone with Charlotte de Syllas as tutor, and the four days of Engraving with Wayne Parrot and Alan Craxford, both courses being held at the Sir John Cass Department of Art, Media & Design within London Metropolitan University. If time, timetable and cash had been on my side, I would ideally have also liked to do the remaining four days with Charlotte. Perhaps next time. I have already done quite a bit of lapidary work, and made a good start on fashioning a lacy agate cover for a cast silicon bronze seashell (pictures soon).
Engraving however is something I have not tried before, although I have used gravers for raising beads in pave work, and the main impetus for attending this course was to get to grips with gravers, as it were. I still regard them as one of the most difficult metal-working tools to do useful things with, and fortunately this course gave a good grounding for a beginner like myself, although it was really aimed at those who had already done a three day intro or had had some experience. But I started the course after talking to the Director, Alan Craxford, and things seemed to work out quite well. Wayne Parrot seems to be one of the few traditional fully-trained and experienced engravers around, and made an excellent tutor. Pictured below is my first crude attempt...

2008-06-23
More work with enamels
After the end of term (apart from a Friday sculpture class) I had enough spare time to tinker with some enamels. Some 'bronze' 2p pieces were rolled a little to reduce the surface detail, with annealing as required. These particular 2p pieces are now becoming uncommon; more modern ones are actually made of steel with an outermost thin layer of copper alloy. I use a magnet to separate them out. A 1.5mm steel wire was polished with sand paper then coiled into a shephard's crook sort of shape, and used between two of these rolled bronze coins to impress the design when the sandwich was again rolled through the mill. For good measure, I repeated the trick with two squares of 1.5mm annealed copper. I had intended to use these for enamel tests - see the picture in the right-hand bar.


2008-05-05
Making a silicon-bronze ring III
Although the rolled-out 0.5mm silicon bronze in part II below seemed perfectly acceptable for a ring liner, I thought I would substitute some of the fine silver I had recovered from sterling scrap. The thinking was that it was softer and would be easier to tinker with by hammering; also there would be a colour contrast, and less chance of copper staining for the wearer!

2008-04-20
Making a silicon-bronze ring II
The insert for the ring was originally made of silicon bronze strip 13 x 0.5mm after rolling. This was cut nearly to size and rolled round in a ring former. It was then slipped inside the domed ring and the butt edge scratched with a scriber to give some idea of where to cut. In fact, I found one needed to allow about 0.8mm to get a perfect fit. It was soldered with hard solder in a similar iron wire ring to that for the dome, but smaller in diameter. An even larger gauge iron wire, springy and very tough, was used to pull this ring apart during heating to re-adjust the solder seam – very inventive, but not quite inventive enough since the ring went shooting off into the room. After re-soldering, pickling and cleaning, it was a nice fit in the domed ring.
However I felt it was unnecessarily heavy, so repeated the process of making a plain band with 13 x 0.25mm silicon bronze strip. In all cases for this project, repeated use was made of the enamel kiln set to about 800ºC for annealing. This satisfactorily softened the metal, but the darkened surface was quite resistant to removal even with hot acid, taking additional scrubbing with wire wool. Subsequently, I felt that I should remake the inner band a third time, this time wider, so that it could be riveted up the sides – the extended rim looked nice.
2008-04-16
Making a silicon-bronze ring I
I cut two rectangular strips of silicon bronze, 37 x 1 x 12mm, then wished I had super-glued them together for the subsequent filing square of the ends and the long ends. The original stock strip was 1.5mm, annealed and pickled, rinsed and washed, then rolled to 1mm. It was a great help to hold the emerging end of the strip with parallel pliers as it came from the rollers, my hand holding the pliers elevated with a suitable board and movement facilitated with a sheet of plastic underneath. Even better probably would be a suitable emergence table at the exact right height. I used dividers to mark the strip, at 37mm and 38mm for sawing in between; and placed a strip of balsa wood on the bench peg to help steady the strip for sawing. This was done twice to give two rectangular pieces 37 x 12 x 1mm, they were superglued together and left until dry in the vice. Then they were filed as necessary for squareness, before placing in the enamel kiln at dull red heat to break the bond and anneal.
For doming, I bent a piece with pliers until it fitted into the largest dome, domed it, and repeated until I had reached the 26mm dome, the smallest hollow that this size strip would still fit inside. The strip, on bending slightly, now sat in the 25mm dome with 2mm protruding, therefore there was a line inset 2mm from the edge caused by the last doming operation. The resultant ring was oval at 25 x 25.5mm. Sanding the short edges by holding them flat on sandpaper (painful on the fingers, especially if using a steel block to try and ensure registration with the other dimension) got it to a nice circle at 25mm diameter. My feeling is that using the steel block is a waste of time, and doesn’t help any kind of squaring operation. However it is possible that the rounding of the corners of the short edges using the block was entirely due to swapping faces pressed against the block, without having taken steps to absolutely guarantee that the two faces are exactly parallel. So I suggest use face A on block, edge on sandpaper; then edge on block, face A on sandpaper; then edge on block, face B on sandpaper; but never face B on block and edge on sandpaper – this would accumulate an error! Mark near face B with ink to reduce the chance of a mistake.
For soldering, I hit on a happy idea – a circle of strong steel wire stuck out in space, the two halves of the ring aligned and dropped into this slightly smaller circle to merely sit there. Then solder from the base – this worked perfectly.
2008-04-12
Cleaning sterling grains
The sterling grains I had made (by re-melting and pouring into water about 500g of silver from a previous failed casting venture), gradually looked very dirty on the surface. They were steeped in sodium carbonate solution sat on aluminium foil for some days, which made them noticeably worse. Subsequent steeping in sulphuric acid made no change; nor permanganate, peroxide or bisulphite! I melted one of the larger lumps with some borax to get an interesting set of colours; white as in clean sterling on the part in contact with the crucible bottom, black on most of the top as in oxidised sterling, and a fluorescent yellow / green (which had been very golden in colour when red hot) on part of the top, possibly caused by the borax flux. The lump of silver was dumped in sulphuric acid for a couple of hours. Incidentally, these grains had been satisfactorily used to cast student work in early spring.
Subsequently I placed all the remaining tarnished grains in a ceramic shell open mould and set it in the enamel kiln at around 800°C and left it to reach dull red heat. On removal, as hoped, the surface of all the grains had changed from a kind of creamy mushroom grey to dark grey. They were cooled and dumped into dilute sulphuric acid, which satisfactorily converted the surface into the kind of clean white I associate with sterling silver.
2008-03-10
Etching glass III
A surprise shipment of ammonium bifluoride meant that I spent another hour re-masking some frosted glass with Sellotape, adding a design in nail varnish, then sealing it into a plastic tub containing 10% sulphuric acid with 20% of the new bifluoride.
The equation for solution of silica in hydrofluoric acid is generally given as
SiO2(s) +6HF(aq) → H2SiF6(aq)+2H2O(l)
The result is fluorosilicic acid. After an hour it was obvious that ammonium bifluoride was, as expected, a much stronger etching agent than the sodium salt. However the demands of administration of courses for next term (starting 14th April) mean that I will have to shelve the project for a few days at least.
2008-02-24
Etching glass II
A small piece of window glass was uniformly frosted with 45 micron diamond powder made into a paste with glycerine (using a flat glass muller) then washed and dried. The reverse was masked with Sellotape, and a design painted on the front with nail varnish. After thorough drying, it was re-etched by immersion in 15% sulphuric acid with about 10% sodium bifluoride added, in a sealed plastic container for about 24 hours.
The results after this time were disappointing, with no apparent change in the frosting when wet. After washing and drying, again there seemed little change in the frosting - at least for the first few minutes! After that, to my astonishment, a dendritic growth of what seemed to be white crystalline material appeared over the whole of the exposed glass surface, taking about 5 minutes to cover it entirely. On scraping with a blunt plastic tool, it was found to be some kind of loose surface material, presumably silica-based. It was again washed, and the masking agents removed. This plainly showed a difference in the etching texture given by diamond paste compared with the chemical etch. I need to research the nature of silica degradation by bifluoride!
2008-02-21
Etching glass I
I like equally the effect of both etched metal and etched glass. But the latter requires use of hydrofluoric acid or equivalents, which is not fun to use at all. It demands a fume cupboard and a professional approach to personal protection equipment.
So I have been experimenting with a potentially safer alternative, namely bifluoride salts. Unfortunately I have not been able to find a supplier of ammonium bifluoride, the salt of choice because of its high solubility in water. Instead I have to make do with sodium bifluoride, which has very limited solubility.
My present interest is in 'bite & grind' which refers to etching a design onto sheet glass, and grinding the design in selected areas with a flat glass pad loaded with diamond abrasive and glycerine as a lubricant. Sometimes one might use 'grind & bite' instead.
Work is going slowly at the moment since this is the middle of the spring term and most of my time is taken up with teaching and administration; and early next week is scheduled as the 'casting days' for two different classes, using silicon bronze, silver and pewter depending on the students' interest.
2008-01-06
Tree of life
My favourite organisational concept (a tree, that is). After a sleepless night (the result of too much Xmas cake probably), I woke up with a desire to fire up the old Bloodshed Dev-C compiler on the laptop. One of my university lecturing specialities before I retired, was teaching algorithms & programming techniques. So, designed a nice recursive Win32 tree program (more entertaining than Sudoku), and spent some hours tinkering with it until I liked the details. Squished it with Gimp (open-source graphics software), annotated it with my original blog title and sub-title, and replaced the old blog pic with this new & perhaps rather apocalyptic version.
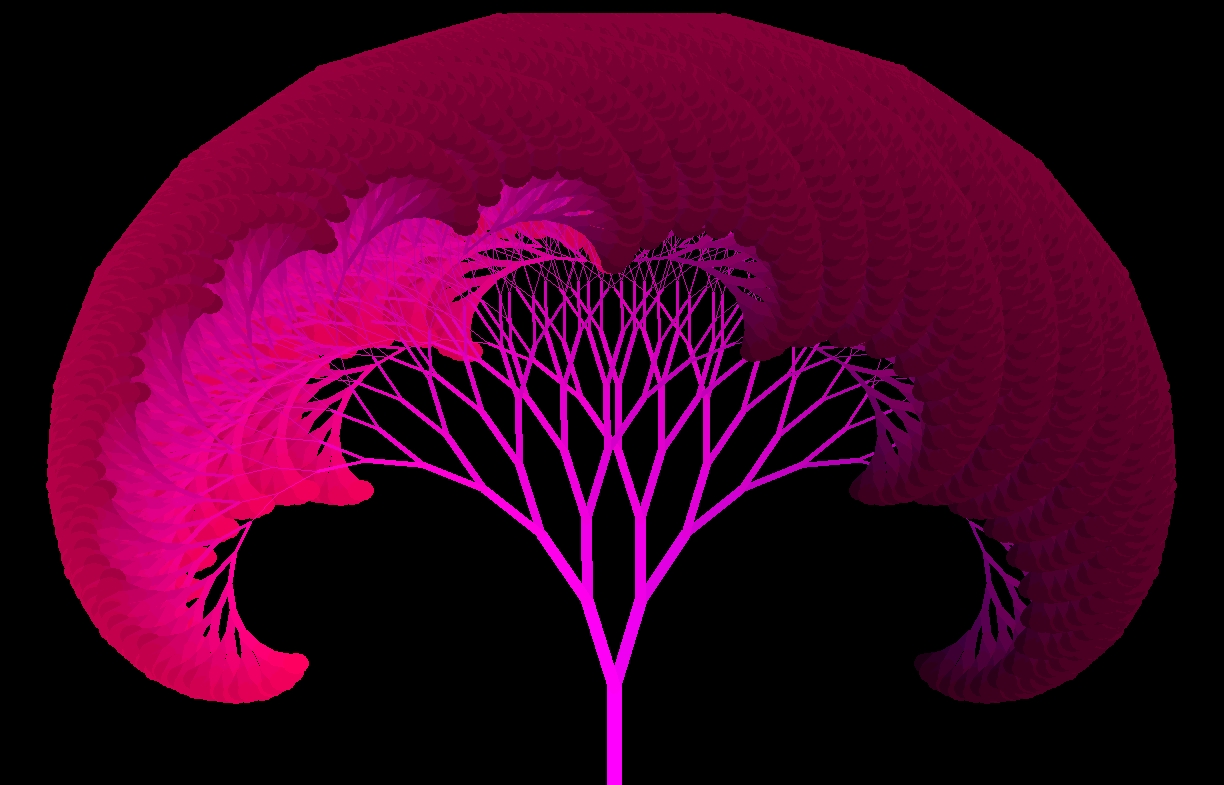

For those readers not familiar with recursion, it is a method of specifying an algorithm or procedure that invokes the algorithm itself within the body of the specification. An oft-quoted example is "...and God created man in his own image..." which could be criticised (somewhat tongue-in-cheek) as having various defects when matched against the humdrum requirements of computers; it has no stop condition, does not anywhere reduce to an element which can actually be created (or indeed change in any way at all), has no clearly specified engine to run the algorithm on...
2007-12-14
November blues
Our previous term of 8-week courses came to an end four weeks ago, and I have found myself tied to the desk planning the next session which starts week beginning January 14th. As a result, I have had no time for my usual workshop activities. In addition, we have been moving our Wandsworth production workshop (which was in an old factory, now scheduled for demolition) to a smaller unit nearer Wimbledon, and that has sucked up all the remaining time. And I still have to get myself organised to buy student stuff for next term's courses, and update my student's work blog site.
2007-12-02
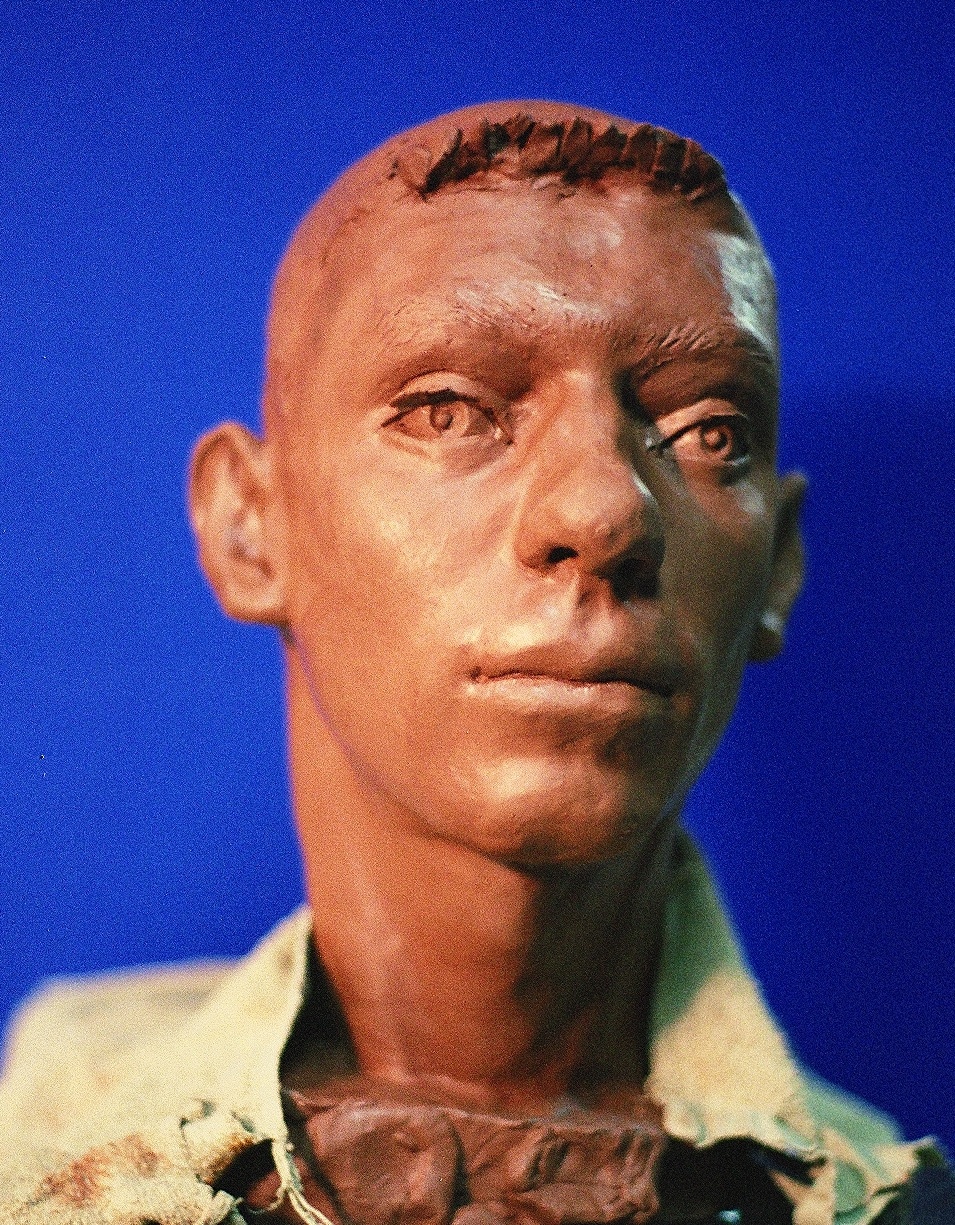
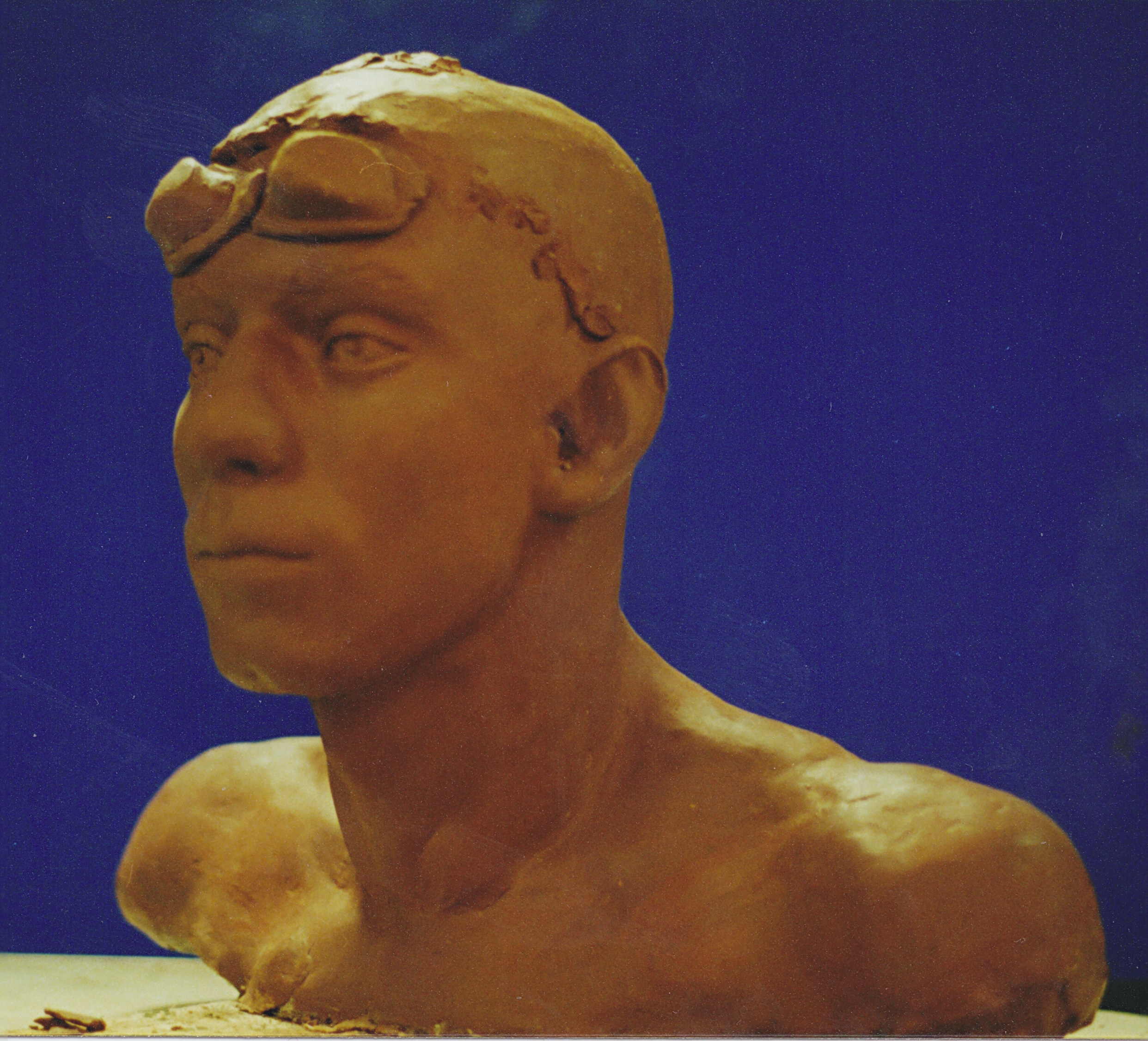
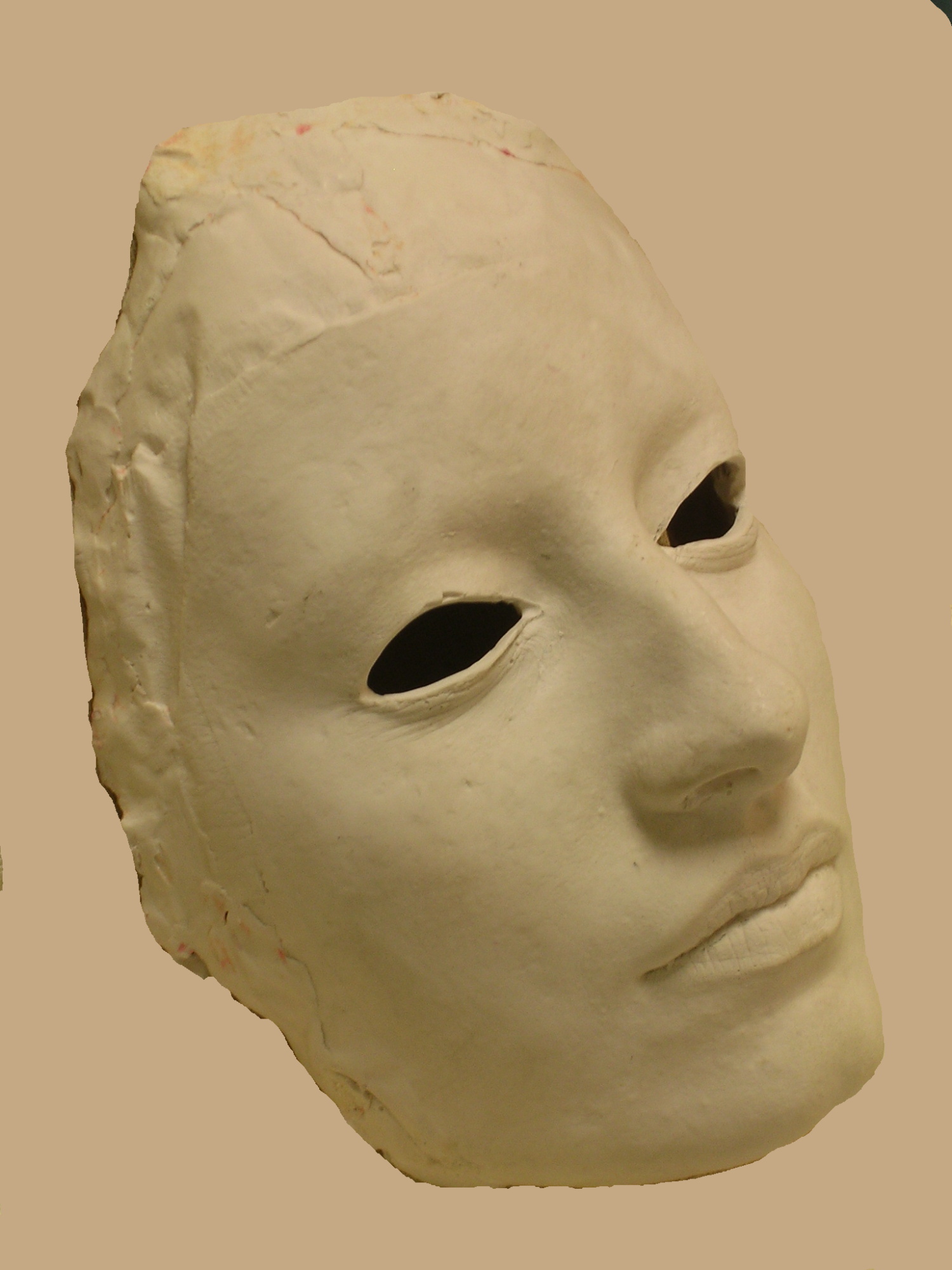
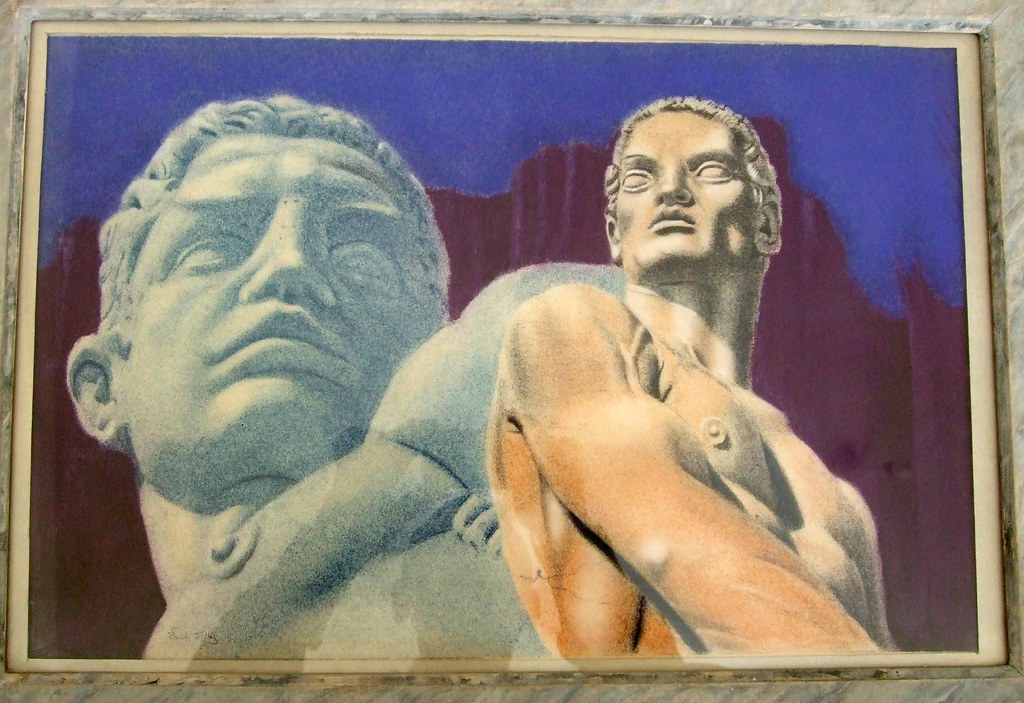
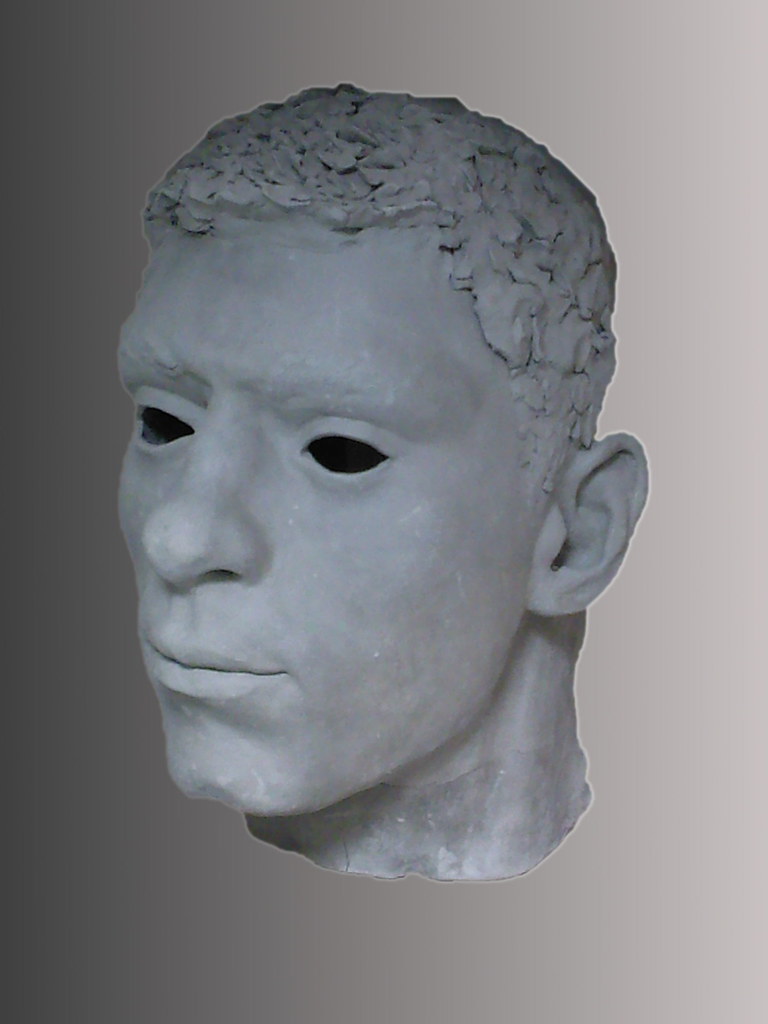
Classical head
I decided it was time to do a little rescue work on a large clay head I had made (8 times life size) in the general style of a classical male. It was originally designed lying nearly prone, in a kind of sleeping pose, but was never cast in that pose.
I moved it back to the upright to try and remove some of the staining from slip (quite a bit of ceramic work goes on nearby!) before casting. The background on the final picture was processed in Gimp, and I seem to have accidentally bent the aspect ratio a little.



2007-11-17
If at first you don't succeed...

Some washed aqua blue enamel powder was drifted into the design and fired until it melted; but alas, by now the fine silver was too fine to allow rough handling (e.g. during sanding or stoning of the surface) so that bits of the enamel were prone to crack off. I solved this by cracking the majority of it off by a mixture of flexing and quenching from dull red heat, then domed the ensemble of heart and backing sheet, using an ordinary doming punch and doming block. This had the wonderful side effect of 'pin cushioning' the heart design into the filigree.
The domed design was then re-filled with enamel and fired, with very pleasing results. Not perfect, but interesting. For the sake of some colour contrast, I drifted 'nectarine' enamel round the outside, removing surplus from the blue or raised silver areas with a fine brush, and re-fired.
Final step - removing the sharp corners of the domed rectangular sheet, since the doming process had turned the corners into sharp spikes.
Overall opinion - a bit amateurish, but there are many possibilities for improvement:
- use a border of silver wire to contain the nectarine colour
- form a small heart in brass, roll this together with fine silver sheet in a sandwich to emboss the design into the sheet instead of the doming block method
- mitre the ends of the fine silver filigree wire so they don't form such an ugly angle
P.S. The picture above is larger than life size - the actual size is about that of a UK 5p piece.
2007-11-14
Enamel on fine silver
Since it was some time since I have messed around with enamel, I thought I would give it a try using the fine silver I prepared earlier, as it were.
A small piece about 10 x 10 x 1mm was given a surface texture of dimples using an automatic centre punch, and given a walled enclosure with some fine silver filigree wire. This wire was made according to the instructions in the book by Jeanne Rhodes-Moen. The enclosure was in the shape of a heart. I then packed the enclosure with 'aqua blue' transparent enamel made by Milton Enamels in the UK.
Since our enamel kiln finally expired a couple of years ago after years of use and abuse, I fired the prepared piece of silver on top of some iron mesh with a small blow-torch underneath. This particular enamel turns first green then finally black as it melts; when it cools, the colours neatly reverse through green back to a very nice blue, effectively gluing the silver filigree design to the backing sheet. In passing it occurred to me that using a copper backing sheet would have allowed me to remove it by dissolving in acid, ending up with plique a jour.
Then I ground the surface down using wet silicon carbide paper, cleaned it off with a glass fibre brush under running water, and re-fired after packing one or two areas that were a little short of enamel. The grinding and cleaning was repeated, and the piece inspected.
Here was where things started to go wrong! Since I felt the enamel needed more building up in one or two areas, and since the colour was on the dark side and hence obscured the dimple texture underneath, I thought that some clear enamel on the top would be a good idea. Unfortunately I probably chose exactly the wrong clear enamel, in the form of 'super soft'. This in fact not only melted quickly into the missing areas, but fluxed the aqua enamel so much that both 'super soft' (in the form of a yellowish glaze) and aqua started to leak from the bottom of the filigree enclosure.
So, back to the drawing board. Pictures later!
2007-10-27
Etching with peroxide
I have done quite a bit of plain chemical etching of copper alloys and sterling silver, using ferric chloride/citric acid as the etching agent for the copper, and ferric nitrate as etching agent for the silver.
My preferred method however is to use electro-etching, with the object to be etched connected to the positive terminal of a 12v dc supply, and a stainless steel, silver or graphite cathode. In these cases, I use a series of 12v bulbs in parallel with each other as a controllable load.
In the case of electro-etching, the etching agency is a combination of the electric current and the liquid it is immersed in, the electrolyte. As a result, there are more options for the liquid than in the case of chemical etching.
At its simplest, the electrolyte could be distilled water - this conducts electricity to a negligible degree and hence the etch rate is negligibly small. But not zero - see my notes about colloidal silver. The next available option is to use a salt of the metal to be etched - copper sulphate in the case of copper alloys, and silver nitrate in the case of sterling silver. Not only do these work well, they have the terrific advantage of not being sufficiently corrosive to damage the usual resists used in etching. Unfortunately, silver nitrate is hugely staining of skin and just about everything else, especially after exposure to sunlight!
However, being the impatient type, I am usually interested in getting the fastest and most accurate etch, so I experiment now and again with different electrolytes. This has included using the aggressive chemical etch solutions mentioned above, augmented with the electric current.
The most recent experiment was etching copper using copper chloride solution, augmented with hydrochloric acid and hydrogen peroxide. Copper doesn't normally dissolve in hydrochloric acid unless there is dissolved oxygen present; this requirement is met very well by adding the peroxide, which enables rapid dissolution of the copper. It has the advantage of being a clear liquid (apple green in colour) unlike the ferric chloride-based solutions which are murky and completely opaque. The disadvantage is that the liquid would be expected to be somewhat more corrosive to the resist.
At any rate, I let a piece of copper, about 20 x 80mm, protected on the rear and sides with nail varnish as a resist, and the same for a design on the front, etch for around an hour. The results were very satisfying with an etch of around 0.5mm, though with quite a bit of break-through of the resist. Also, since I had no means at the time to provide agitation, there was a ripple pattern in the etched metal, somewhat reminiscent of (and perhaps related to) the ripples left on a beach by the receding tide.
2007-10-16
My first attempt at making colloidal silver
After rolling out some of the presumed fine silver made earlier, I saved some for making bands etc and still had two large strips which I thought I would try and use for making colloidal silver. I immersed two such strips in distilled water in a clean plastic container, and connected them to a 12v dc supply via a system of 6 12v bulbs, all in parallel. This is the system I use for etching and other related operations.
I left it running for several hours, with no visible light from the filament of the single bulb I had in the circuit (by unscrewing bulbs I can reduce the maximum current that can flow). But both slabs of silver darkened, rather considerably, and additionally I think there was a fine, faint fog of black silver particles in the water.
I tried a trick I found on the Internet, namely shining a simple laser pointer through the water; this plainly showed the path of the laser, giving some confidence that some at least of the silver was converting to colloidal form! I checked that the laser also showed such a beam when passed through colloidal silica solution, and no beam when passed through plain water.
2007-10-10
Refining scrap silver
I had 300g of impure sterling silver. This resulted from a mould leak in the bottom of my furnace, so I re-melted the salvaged metal and poured it as grain into water. Subsequent testing indicated that it was probably too impure to use - not surprising considering that the same furnace is used for casting leaded bronze, and that has also leaked on occasion!
300g of this impure silver was added to 150ml distilled water and 300ml commercial nitric acid in a flask with reflux tube; the bottom of this went below some sodium bicarbonate and diluted ammonia solution. It was initially cooled with a water bath to reduce the output of fumes, and then later heated in the same way (to speed up the reaction). The sodium bicarbonate seems to be irrelevant – and the container of dilute ammonia solution should be placed in a larger container holding more ammonia since the white bursting bubbles actually contain some orange gas.
Subsequently I found that one can better scrub NOx gasses in either 10% sodium hydroxide + 3.5% hydrogen peroxide (Nikon process) or 0.2% hydrogen peroxide and 10% nitric acid (Kanto Denka process). An intriguing remark from www.h2o2.com suggested that peroxide could be added to nitric acid in many metal pickling applications, thereby removing NOx at source and regenerating the acid.
After about 40 minutes when bubbling was very slow, the nitric acid / silver nitrate solution was filtered, the excess silver washed and retained, and the silver then precipitated from the liquid with salt (sodium chloride) solution. After a false start doing filtration, I then continued by decanting the liquid and rinsing the white precipitate with boiling water several times, until there was no blue colouration with ammonia (which would be caused by any copper contamination).
 On standing, this white sludge would slowly develop a violet-grey surface due to the action of light. I initially tried reducing the silver chloride to silver with aluminium wire and hydrochloric acid; this caused some continuous darkening as silver was precipitated, but seemed very slow and to require much more wire and time. So the wire was removed, the sludge well washed, then finally had 60g dry sodium hydroxide and 30g dry glucose powder added. The glucose was caramelised (judging by the smell) and the sludge turned more or less unevenly grey with pink-grey parts as the chloride was reduced to silver (and regenerating salt solution I imagine). After well washing, I decided to repeat the process, which got rid of the pink grey parts.
On standing, this white sludge would slowly develop a violet-grey surface due to the action of light. I initially tried reducing the silver chloride to silver with aluminium wire and hydrochloric acid; this caused some continuous darkening as silver was precipitated, but seemed very slow and to require much more wire and time. So the wire was removed, the sludge well washed, then finally had 60g dry sodium hydroxide and 30g dry glucose powder added. The glucose was caramelised (judging by the smell) and the sludge turned more or less unevenly grey with pink-grey parts as the chloride was reduced to silver (and regenerating salt solution I imagine). After well washing, I decided to repeat the process, which got rid of the pink grey parts.
After drying, the final result of my labours was a large number of silver stains on workroom surfaces (and fingers), and about 280g of fine light-grey granules, looking very like cement powder. It took a lot of Internet research to find a suitable way of removing the afore-mentioned stains - in the end I used acidified potassium permanganate followed by acidified sodium bisulphite solutions.
280g of this powder after drying was packed into a ceramic shell crucible with a large lump of coke, and heated in a propane-fuelled furnace for 15 minutes to around 1000C. This resulted in the evolution of large amounts of what was almost certainly chlorine and / or hydrogen chloride, which required ammonia solution in the workroom to help neutralize it. Fortunately I was wearing an adequate mask. Additionally, there was a constant rather large blue and green-blue flame coming from the top of the furnace, something that doesn't normally happen.
The crucible was removed, quenched and broken apart to reveal my two slab castings each about 5mm thick, totalling only 260g – so potentially there may have been up to 20g of chlorine present as chloride or otherwise! A strip of one slab, about 10mm wide, was rolled down to 1.5mm, showing that work hardening was very minimal – even rolling a slab 50mm wide was quite easy in a rolling mill without gears. Two large cavities at the upper ends of the slabs had very intriguing triangular ‘bird foot’ shapes made of minute granules – presumably some kind of crystallization phenomenon. They were so intriguing that I decided to keep them, and added the attached pictures. The one above on the left is a plan view, and the one below on the right is a near-elevation, showing 5 stubs radiating from the centre of a 3-axis structure. The sixth runs into the body of the silver. I guess these would make sense for something belonging to the face-centred cubic system, crystallising from the centre along perpendiculars to each of the six faces of a cube.
2007-10-04
One of my diversions...